Špirálovo vinuté vzduchové kanály

Špirálovo vinuté vzduchovody sú vysoko kvalitné. Prideľte podľa modelov GOST 100-125 mm a 160-200 mm, 250-315 mm a iné veľkosti. Tiež je potrebné analyzovať stroje na výrobu okrúhlych špirálovo vinutých vzduchovodov.

Popis
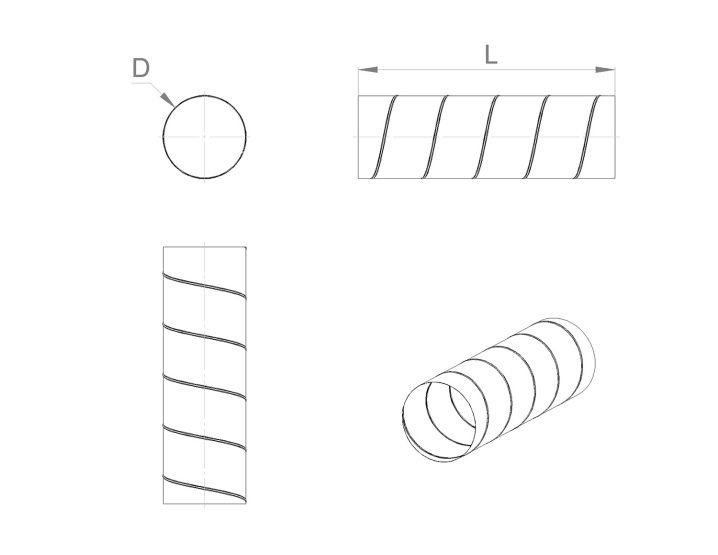
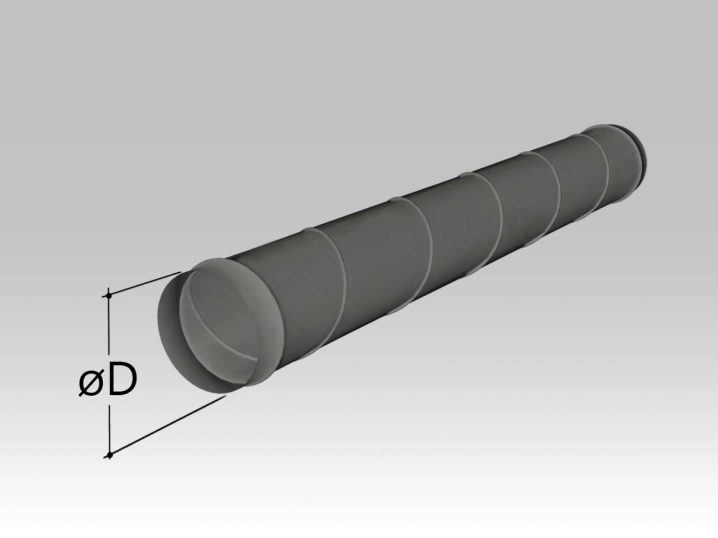
Typické špirálovo vinuté vzduchové potrubie je plnohodnotným analógom pravouhlých modelov. V porovnaní s nimi je rýchlejšia a jednoduchšia na montáž. Štandardným materiálom je pozinkovaná oceľ. Ako príruby sa používajú zvárané a ploché rohy. Hrúbka materiálu nie je menšia ako 0,05 a nie väčšia ako 0,1 cm.
Modely so špirálovým vinutím môžu mať neštandardné dĺžky. V niektorých prípadoch je to veľmi praktické. Vzduch je rovnomerne distribuovaný vo vnútri okrúhleho potrubia.
Hlasitosť zvuku s týmto výkonom bude nižšia ako pri obdĺžnikových analógoch. V porovnaní s pravouhlými konštrukciami bude spojenie tesnejšie.

Vlastnosti výroby
Takéto vzduchové kanály sú vyrobené z nehrdzavejúcej ocele alebo skôr z pozinkovaného pásového kovu. Technika výroby je veľmi dobre prepracovaná. Dodáva výslednému produktu pevnosť a tuhosť. Pásy sú pripevnené špeciálnym zámkom. Takýto zámok je umiestnený presne po celej dĺžke potrubia, čo zaručuje spoľahlivý a pevný výkon.

Priame úseky typickej dĺžky sú 3 m. Podľa potreby sa však vyrábajú potrubné segmenty až do dĺžky 12 m. Stroje na výrobu kruhových potrubí úspešne pracujú so železnou, pozinkovanou a nehrdzavejúcou oceľou. Dĺžka polotovarov je od 50 do 600 cm Ich priemer sa môže meniť od 10 do 160 cm; v niektorých modeloch môže byť priemer až 120 alebo 150 cm.

Špirálovo vinuté stroje špeciálnej sily sa používajú na výrobu vzduchovodov pre priemyselné objekty... V tomto prípade môže priemer potrubia dosiahnuť 300 cm Hrúbka steny v špeciálnych situáciách je až 0,2 cm Numerické riadenie zaručuje úplnú automatizáciu procesu.
Zamestnanci budú musieť iba nastaviť kľúčové nastavenia a potom softvérový shell zostaví algoritmus a vypracuje ho s vysokou presnosťou.

Rozhranie moderného obrábacieho stroja je veľmi jednoduché. Nevyžaduje dôkladné štúdium vlastností techniky. Rezanie a navíjanie je veľmi efektívne. Je zaručené automatické účtovanie nákladov na plech. Technika je približne nasledovná:
- na predných konzolách sú umiestnené cievky s kovom, ktoré majú danú šírku;
- rukoväte stroja fixujú okraje materiálu;
- potom tie isté chápadlá začnú odvíjať rolku;
- oceľová páska sa narovnáva pomocou valcových zariadení;
- narovnaný kov sa privádza do rotačného zariadenia, ktoré zabezpečuje usporiadanie zaisťovacej hrany;
- páska je ohnutá;
- obrobok je zložený, čím sa získa samotný zámok;
- výsledné rúry sa vysypú do podnosu na prijatie, odošlú do dielenského skladu a odtiaľ do hlavného skladu alebo priamo na predaj.

Rozmery (upraviť)
Hlavné rozmery okrúhlych vzduchových potrubí, ktorých oceľ zodpovedá GOST 14918 z roku 1980, sa najčastejšie nastavujú na základe praktických nuancií. Bežný priemer môže byť:
- 100 mm;
- 125 mm;
- 140 mm.
Existujú aj výrobky s prierezom 150 mm alebo 160 mm. Na želanie si môžete objednať väčšie - 180 a 200 mm, ako aj 250 mm, 280, 315 mm. Ale ani to nie je limit - existujú aj modely s priemerom:
- 355;
- 400;
- 450;
- 500;
- 560;
- 630;
- 710;
- 800 mm;
- najväčšia známa veľkosť je 1120 mm.
Hrúbka sa môže rovnať:
- 0,45;
- 0,5;
- 0,55;
- 0,7;
- 0,9;
- 1 mm.

Tipy na inštaláciu
Špirálovo vinuté vzduchové kanály sú potrebné hlavne na usporiadanie ventilačných a klimatizačných systémov. Nezabudnite vziať do úvahy funkcie spojené s výpočtom požadovaných parametrov. Takéto potrubia nemožno použiť pre pneumatickú poštu a v aspiračných komplexoch. Za základ sa zvyčajne berú spojenia bradaviek. Je oveľa kompaktnejší ako pri použití prírubových alebo bandážových systémov.
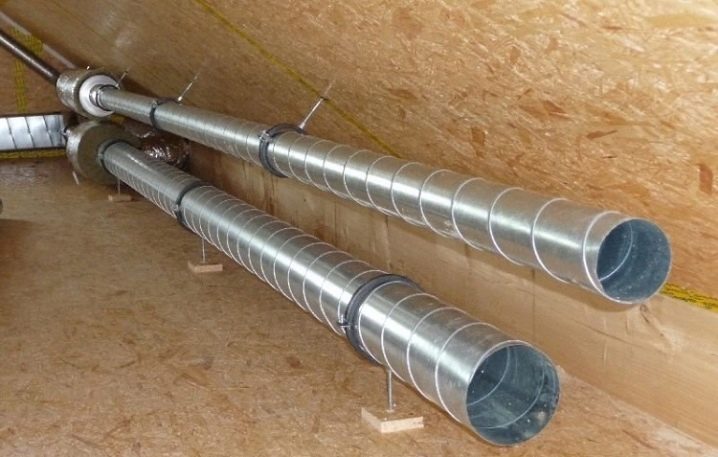
Schéma tesnenia sa vyberá individuálne. Podľa nej sa určí potrebný počet prvkov a spotreba spojovacích dielov. Po umiestnení upevňovacích prvkov zabezpečujú fixáciu rúr počas ďalšej práce. Samotné vzduchové potrubia musia byť zostavené čo najtesnejšie. Po dokončení inštalácie a montáže sa systém otestuje.
Priame rezy sa zbierajú iba vsuvkovou metódou... Každá vsuvka je pokrytá vrstvou tmelu na báze silikónu a armatúry sú upevnené pomocou špeciálnych spojok. Potrubie sa nesmie po celej dĺžke prehýbať o viac ako 4 %.
Nevykonávajte zákruty s polomerom presahujúcim 55 % časti kanála. Takéto riešenia maximalizujú aerodynamický výkon.


Tvarové prvky sa inštalujú nielen pomocou spojok, ale aj pomocou svoriek... Každá svorka musí byť vybavená elastickým tesnením. Krok medzi držiakmi zavesenia by mal byť dodržaný čo najprísnejšie.
Existujú aj ďalšie jemnosti:
- spojenie obväzu sa vykonáva rýchlo, ale neumožňuje dosiahnuť plnohodnotnú tesnosť;
- najprofesionálnejšie spojenie kombináciou čapu a profilu;
- vzduchovody izolované tepelnoizolačnými alebo zvukovoizolačnými materiálmi musia byť upevnené na vlásenku a traverzu;
- všetky upevňovacie body sú vybavené gumovými tesneniami na zníženie hluku a vibrácií.















Komentár bol úspešne odoslaný.