Vibrolisované dlažobné dosky

Výrobné technológie pre kučeravé dlažobné prvky sú rôzne. Zároveň sa vibrolisované dlažobné dosky považujú za obzvlášť obľúbený produkt medzi stavebníkmi. Z materiálu v tomto článku sa dozviete, čo to je, čo to je, z čoho a ako sa vyrába. Okrem toho zvážime nuansy jej výberu a štýlu.



Čo to je?
Vibrolisované dlažobné dosky sú typom betónového náteru používaného pri úprave chodníkov, námestí a ciest. Je to stavebný materiál s vynikajúcimi úžitkovými vlastnosťami. Je maximálne odolný voči teplotným výkyvom, vysokej vlhkosti.
Lisované dlaždice sú navrhnuté tak, aby vydržali pôsobivé všeobecné a lokálne zaťaženie. Vyrába sa pomocou vibračného lisu, tento proces je plne automatizovaný. Reguluje ho GOST 17608-2017 ("Betónové chodníkové dosky").
Technika vibrokompresie zahŕňa použitie menšieho množstva vody ako pri výrobe bežného betónu.



Takýto materiál sa považuje za univerzálny. Je tepelne odolný, ľahko sa hodí na pieskový vankúš, vytvára hustý a rovnomerný povlak. Dlaždice sa používajú na návrh koľají. Navonok to pripomína murivo. Nevypúšťa toxické látky, šetrné k životnému prostrediu.
V závislosti od odrody môže vydržať zaťaženie až 15 ton na 1 štvorcový. m. Neničí sa pôsobením kyselín, vyznačuje sa silným stlačením použitých hornín. Vyznačuje sa vysokým estetickým výkonom. Môže mať odlišný tvar, čo umožňuje použiť rôzne schémy kladenia pri usporiadaní vozovky.



Vhodné na spevnenie akýchkoľvek cestných úsekov. V chlade nepraská, má širokú paletu farieb. Môže mať rôzne veľkosti, rôzne textúry, predpokladá dlhú životnosť. Dokonale zdobí krajinu, vhodnú na usporiadanie území v blízkosti budov rôznych architektonických štýlov.
Technické vlastnosti materiálu sú nasledovné:
- obrusovanie - 0,21 g / m2. cm;
- pevnosť - M-300 - M-500;
- mrazuvzdornosť - F 300;
- priepustnosť vody - W6.
Pomer voda-cement v zmesi je 0,55. Vďaka svojej rozmerovej stálosti sa s materiálom ľahko pracuje.
Po jeho položení je možné škáry vyplniť obyčajným lacným pieskom (nie kremeňom). Nezmyje ju dážď a nesfúkne vietor.



Čo sa používa na výrobu?
Pri výrobe vibrolisovaných dlažobných dosiek sa používa cement, kamenivo, voda a modifikujúce prísady. Hlavnými zložkami zmesi sú piesok, drvený kameň, cement, voda, pigmenty. Každá zložka dáva roztoku určité vlastnosti.
- Cement je spojivo. Jeho farba môže byť tradičná šedá, biela. Biely cement sa používa na výrobu dlaždíc s jasnou, čistou farbou. Cement je potrebný pre pevnosť a odolnosť modulov proti vlhkosti.
- Použitý drvený kameň dodáva dlaždici pevnosť v tlaku a zvyšuje jej odolnosť. Okrem toho znižuje dotvarovanie, zmršťovanie a spotrebu cementu.
- Piesok je zodpovedný za plasticitu zmesi. Zabraňuje praskaniu betónu a je zodpovedný za hladkosť povrchu.
- Pigmenty umožňujú diverzifikovať odtiene pracovného roztoku. Vďaka nim môžete rozložiť farebné stopy rôznych odtieňov, monochromatické aj vzorované.




Technológia výroby
Dávkovanie, miešanie, lisovanie zmesi prebieha automatizovaným spôsobom. Vďaka takémuto systému výroby je vyššia aj kvalita farbenia zmesi. Pri výrobe sa používajú formy a polosuchá zmes betónu.
Výrobky sa formujú pomocou matrice a razidla, pôsobením vibračného lisu. Tento proces je veľmi zložitý a drahý, ale považuje sa za najlepší spôsob výroby dlažobných kociek. Samotná výroba pripomína vibračné liatie, ale s automatizáciou je možné dodávať výrobu betónu do prúdu.
Proces vyzerá takto:
- zariadenie dávkuje zloženie betónovej zmesi v určených pomeroch;
- miešanie zmesi do stavu homogenity;
- zariadenie vyplní kučeravé formy polosuchým materiálom;
- potom sú moduly lisované strojom pod vplyvom statického a dynamického zaťaženia;
- vykonať demontáž zhutnených obrobkov.



Hotové moduly sa po vyskladnení skladujú na paletách v bežných skladovacích priestoroch. Niekedy sa stavebné materiály skladujú vonku. Použitie automatiky vertikálneho tlaku zabezpečuje, že hrúbka modulov je rovnaká a hustota je rovnaká. Automatizácia procesu zjednodušuje odformovanie, umožňuje výrobu nielen typických jednovrstvových, ale aj dvojvrstvových dlaždíc. Pri použití stroja sa zvyšujú pevnostné charakteristiky modulov a dokončená povrchová úprava.
In-line výroba má jasné výhody oproti iným technológiám výroby dlažobných kociek. Tento spôsob výroby s vibráciou a súčasným lisovaním zmesi umožňuje dosiahnuť homogénny produkt.
Dlaždica môže byť hyper-lisovaná. V tomto prípade dierovač tlačí na roztok vo vnútri matrice. V dôsledku toho sa získajú dosky špeciálnej pevnosti a minimálnej priepustnosti vody. Bohužiaľ je takmer nemožné ich spracovať.
Vzhľadom na to je potrebné pri výbere schémy dokončovania uprednostniť najjednoduchšie možnosti.



Porovnanie s vibrocastovými dlaždicami
Hlavným rozdielom je princíp formovania modulov. Liate tyče sa vytvárajú vlastnou hmotnosťou. Vibropressed - lisovaním. Vibrolisované dlažobné dosky sú v mnohých ohľadoch pred liatými, s výnimkou nákladov. Jeho mrazuvzdornosť, pevnosť, životnosť, oteruvzdornosť sú 2x vyššie.
Môže byť inštalovaný pri úprave ciest pre ľahké vozidlá. Je odolnejší a praktickejší ako vibračné liatie. Jeho hustota je výrazne vyššia ako odlievanie a vibračné odlievanie. Proces jej výroby je však zložitejší a časovo náročnejší. Je odolný voči poveternostným vplyvom a slnečnému žiareniu.
Rozdiel medzi materiálmi spočíva v type povrchu. Vibrolisovaná dlažba má hrubú štruktúru. Vďaka tomu poskytuje zvýšenú bezpečnosť pre chodcov v daždi a námraze. Vibračné dlaždice sú však lacnejšie. Povrch vibrovanej odrody je hladký a klzký, takže výrobcovia ho často vyrábajú s textúrou.

Okrem toho sa vibrocastové dlaždice ľahko rezajú a rýchlo vyblednú. Vyrába sa pomocou kvapalného pracovného roztoku. Po odparení prebytočnej vlhkosti zostávajú v štruktúre dutiny, čo nie je prípad vibrolisovaného analógu.
Štruktúra dlaždice, vytvorená pomocou technológie vibrokompresie, je jemne pórovitá. Voda do nej nemôže preniknúť. Odliaty materiál prepúšťa dažďovú vodu a v prípade silného mrazu môže ľad rozbiť modul zvnútra, čím sa znížia jeho pevnostné charakteristiky.
Ako ukazuje prax, položená stlačená vozovka vyžaduje opravu najmenej za 25 rokov s výmenou asi 20-30% modulov. Vibroliate dlaždice bude potrebné opraviť za 5-10 rokov. Okrem toho bude musieť byť vymenených asi 70-80% podlahovej krytiny.


Liate dlaždice nemajú vždy ideálnu geometriu a rovnakú hrúbku. Trpí tým pevnosť povlaku. Automatizovaným spôsobom výroby sa získajú tyče s presnými tvarmi a veľkosťami.Z hľadiska variability foriem je však odroda vibrocastingu rôznorodejšia.
Rozdiel medzi materiálmi je viditeľný aj v štruktúre. Vibrocastový materiál má výraznú heterogenitu vrstiev. To môže spôsobiť, že sa povrchová sieť odlepí od substrátu. Vibrolisované dlaždice nemajú túto nevýhodu. Má jedinečnú textúru a ušľachtilý vzhľad, ale jej tóny nie sú také jasné.


Čo sa stane?
Vibrolisované dlažobné dosky sa líšia farbou, veľkosťou, tvarom, textúrou, počtom vrstiev. Jeho farebné riešenia sú rôzne: kupujúci si môže zakúpiť moduly v šedej, pieskovej, červenej, čiernej farbe. okrem toho v predaji je materiál hnedých, terakotových, zelených, bielych, močiarnych odtieňov.
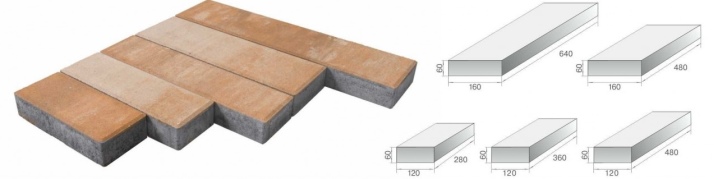
Pokiaľ ide o textúru, materiál je podmienečne hladký, drsný a štruktúrovaný. Okrem iných možností sú v predaji moduly hmatového typu. Tvary lisovaných modulov môžu byť štvorcové, obdĺžnikové, kosoštvorcové, šesťuholníkové.


Rozmery dlažby sa tiež líšia. V predaji sú produkty s parametrami 300x300x60, 500x500x50, 100x200x60, 100x200x50 mm. Obľúbeným materiálom sú moduly s hrúbkou 20, 40, 60, 80 mm.
Hmotnosť materiálu sa tiež líši: štvorcový modul 40x40 cm váži 21 kg. Kameň 500x500 mm váži 38 kg pri hrúbke kameňa 70 mm a 34 kg pri hrúbke 60 mm. Hmotnosť dlažobného kameňa 200x200x60 mm je 5,3 kg (1 kus). Tehla s parametrami 200x100x60 mm váži 2,6 kg.
Nuansy výberu
Vibrolisované dlaždice sú jedným z najlepších materiálov pre slepú oblasť akéhokoľvek územia. Aby však mohol slúžiť dlhú dobu, pri nákupe surovín je potrebné vziať do úvahy množstvo nuancií.
O kvalite modulov svedčí ich vzhľad. Ak sú pri vizuálnej kontrole na zadnej strane kocky viditeľné vzácne jamky okrúhleho alebo oválneho tvaru (priemer 2-6 mm, hĺbka 1-2 mm), znamená to porušenie technológie výroby stavebného materiálu. . Alebo je to dlažba vyrobená vibroliatím.
Výkonové vlastnosti tohto materiálu nie sú známe. Aby ste nepochybovali o výbere, musíte požiadať predajcu o osvedčenie o zhode alebo pas pre tovar. Kvalitný materiál má všetku potrebnú dokumentáciu.
Preto sa jeho životnosť počíta na desaťročia. V priemere takýto náter vydrží až 30 rokov.


Certifikát musí obsahovať číslo protokolu a dátum certifikačných skúšok. Ak tieto údaje nie sú k dispozícii, kvalita materiálu nie je potvrdená, rovnako ako technológia jeho výroby a zloženie.
Ak je výrobok vysokej kvality, hrúbka sa určuje s prihliadnutím na typ zaťaženia. Moduly s hrúbkou 3-4 cm sa používajú na vybavenie záhradných a peších chodníkov, terás, slepej oblasti v blízkosti domu. Keď je potrebný stavebný materiál na pokládku plôch s obmedzeným pohybom ľahkých vozidiel, vyberajú sa dosky s hrúbkou 4,5-6,5 cm.
Na dláždenie plôch so silnou premávkou sa používajú dlaždice hrúbky 7 cm. Hrúbka však nie je najdôležitejším ukazovateľom. Odolnosť proti mrazu je dôležitá. Ak trieda mrazuvzdornosti komponentov nezodpovedá zimnej teplote konkrétneho regiónu, mali by ste odmietnuť nákup. Pri nízkej mrazuvzdornosti začne dlaždica po niekoľkých rokoch od okamihu inštalácie praskať a drobiť sa.


Skúsení dodávatelia uprednostňujú nákup materiálu z tovární, ktoré prísne kontrolujú kvalitu výrobkov. Zároveň si to uvedomujú dobrý materiál nie je príliš lacný: lacné dlaždice sa často vyrábajú s použitím nekvalitných farbív a cementu.
Dôležité je kritérium lisovacích vrstiev. Dvojvrstvová dlažba je modul s hrubou základnou vrstvou a druhou dekoratívnou vrstvou.
Základňa prvku je vyrobená z diabasu alebo drvenej žuly. Vrchná vrstva je odolná voči nárazom a opotrebovaniu.
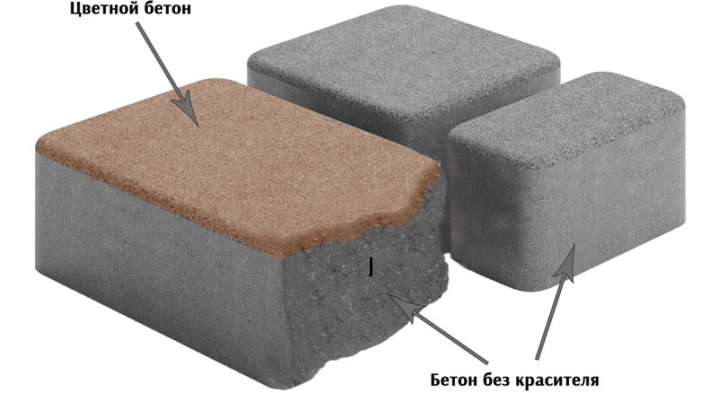
Jednovrstvové dlaždice, aj keď sú pevné, nie sú také pevné. Navyše nemá také dekoratívne vlastnosti ako dvojvrstvové. Ak chcete posúdiť kvalitu dvojvrstvového modulu, musíte jeho koniec vložiť do palety a naliať vodu na dno (2-3 cm). Ak je po 5 minútach úroveň nárastu viac ako polovica tehly, znamená to nízku kvalitu.
Nie je možné vybrať si dobrú dlaždicu v neprítomnosti: je potrebné skontrolovať vzhľad stavebného materiálu. Na jeho povrchu by nemali byť žiadne zjavné chyby (trhliny, nahromadenie zrnitosti, nedokonalosti). Môžete si vziať 2 moduly a zľahka sa udrieť: zvonenie signalizuje dobrú kvalitu produktu.
Pigmentované dlaždice musíte odobrať z jednej šarže. Aby sa nekúpil zbytočný materiál, pred pokládkou sa vykonajú výpočty. Materiál sa však tiež neodoberá od začiatku do konca: je potrebná minimálna zásoba.

Možnosti stylingu
Schémy kladenia vibrolisovaných dlažobných dosiek môžu byť odlišné. Závisia od tvaru použitého materiálu, môže to byť klasický hladký panel alebo povlak s mimoriadnym vzorom. V tomto prípade môže byť styling tradičný alebo s posunom.
Napríklad dlaždice môžu byť položené podľa princípu diagonálnej rybej kosti: s materiálom jednej farby alebo dvoch (troch) kontrastných. Rovnaké tehlové moduly môžu byť položené so zubami, ktoré tvoria zvlnené rady.


Povrch, vyskladaný metódou konvenčnej obkladovej „tehly s posunom“, vyzerá nádherne. Ak počas inštalácie povrchovej úpravy striedate materiál rovnakého tvaru, ale v rôznych tónoch, získate povlak s diagonálnymi radmi.

Pri výbere jednej alebo druhej možnosti inštalácie môžete použiť rovnaké schémy ako pri kladení podlahových (stenových) dlaždíc. Môže to byť striedanie kolmo umiestnených prvkov, otáčanie dlaždice podľa princípu špirály. Niektorí remeselníci dokážu vytvárať plátna s objemovým efektom z obyčajných geometrických tyčí.
Vďaka identickým rozmerom je možné dlaždicové bloky ľubovoľne otáčať a posúvať.















Komentár bol úspešne odoslaný.