Výber pištoľovej vŕtačky

Na vytváranie priechodných a slepých otvorov veľkej hĺbky sa používajú takzvané pištoľové vrtáky. Otvory vytvorené týmto typom rezného nástroja sa používajú v rôznych typoch dielov, ktorých dĺžka je pomerne veľká. Môže to byť napríklad kľukový hriadeľ na konkrétny účel alebo vreteno. Bežná vŕtačka nie je na takéto úlohy vhodná, preto sú v určitom segmente priemyselnej výroby žiadané pištoľové a pištoľové vŕtačky. Pozrime sa podrobnejšie na vlastnosti vrtáku, kanónu a iných typov, GOST a výberové kritériá.

Zvláštnosti
Ak sa dĺžka vyvŕtaného otvoru rovná piatim priemerom rezného nástroja, potom možno takýto otvor považovať za hlboký. Vytváranie hlbokých a presných otvorov je komplexný postup, ktorý sa vyznačuje vysokou pracovnou náročnosťou a vysokou profesionalitou obsluhy. V procese vŕtania je rezný nástroj chladený špeciálnou kvapalinou dodávanou do pracovnej oblasti vŕtačky pod tlakom.
Takéto chladiace zloženie je jedným zo základných prvkov zabezpečenia kvality vykonávanej práce.


Pištoľový vrták na presné vŕtanie hlbokých otvorov je dôležité umiestniť ho správne vzhľadom na pracovný povrch. Na uľahčenie tohto procesu sa používa takzvané upínacie puzdro, ktoré neumožňuje vychýlenie rezného nástroja počas prevádzky. Ak takáto objímka neexistuje, môžete sa zo situácie dostať tak, že najprv vyvŕtate otvor s menším priemerom a potom ho roztiahnete iným číslom vrtáka na požadované rozmery.

Vyrábajte nástroje na vyvrtávanie zbraní vyrobené z vysoko pevnej oceľovej zliatiny... Je pozoruhodné, že takýto rezný nástroj má rýchlosť otáčania 10-krát vyššiu ako rýchlosť bežného vrtáka používaného na vŕtanie plytkých otvorov. Rezný nástroj sa používa na vytváranie otvorov v čerpacích jednotkách, v tele dýzy alebo ojnici.
Pri práci s dlhým nástrojom preto často vznikajú ťažkosti spojené s odstraňovaním triesok vynaložených počas procesu vŕtania Vždy existuje riziko, že vrták vybehne z určenej dráhy vŕtania. Ďalšou vlastnosťou tohto nástroja je, že nemôže sa otáčať maximálnou rýchlosťou, ak rezný nástroj nie je ponorený do dutiny spracovávaného obrobku. Takéto prehliadnutie vedie k tomu, že rezný nástroj premiestňuje pracovnú časť z vopred stanovenej dráhy potrebnej na presné vŕtanie.


Názory
Existujú nasledujúce typy rezných nástrojov, ktoré sa používajú na vytváranie hlbokých a veľmi presných otvorov:
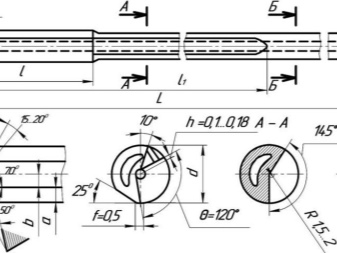
- kanón - na pracovnej časti nástroja je drážka v tvare V; je potrebné odstrániť odpadové kovové triesky z otvoru;
- vyhadzovač - tento nástroj sa používa pre stroje, v ktorých je rezný prvok umiestnený v horizontálnom smere;
- puška - variant, ktorý je vybavený doštičkami z tvrdokovu, ktoré sú umiestnené na medziľahlých a hlavných rezných doštičkách;
- puška - s reznými časťami a povrchmi vyrobenými z ocele a tvrdých zliatin;
- puška - v ktorých sú tvrdokovové rezné doštičky pripevnené k telu spájkovaním;
- špirála - so stopkou, ktorá je prezentovaná vo forme valcovej konštrukcie.


Vyvrtávacie nástroje pre pušky a delá sú jednobitové možnosti.Vďaka nim môžete vyvŕtať otvor, ktorého parametre priemeru sú v rozmedzí od 0,5 mm do 10 cm.
Počas prevádzky sa vrták zahrieva, môže byť chladený prívodom reznej kvapaliny do špeciálneho priestoru umiestneného vo vnútri pracovnej časti vrtáka. Pištoľové a pištoľové vrtáky s tvrdokovovými reznými doštičkami majú pracovnú stopku v tvare kužeľa. Tento tvar vedie rezný nástroj presnejšie do oblasti vŕtania.

Kritériá výberu
Rozmerové parametre a technické charakteristiky puškových a kanónových vŕtacích nástrojov regulované normami GOST, podľa ktorej tieto vŕtačky patria do dlhého radu. Použitie vŕtačky je možné len na špeciálnom stroji určenom na hlboké vŕtanie. Pri výbere konštrukcie vrtáka musíte vziať do úvahy požadované parametre otvoru - jeho priemer a dĺžku. Pre kvalitný výkon úlohy je veľmi dôležitá rýchlosť posuvu vrtáka, ako aj typ jeho chvosta.


Hlavné odporúčania, ktoré je potrebné zvážiť pri výbere vŕtacieho nástroja, sú nasledovné:
- pri vytváraní otvoru, ktorého dĺžka bude viac ako 400 mm, odporúča sa použiť 2 vrtáky s rôznymi rozmermi; najprv musíte použiť nástroj, ktorého veľkosť je 9,95 x 800 mm, a potom sa otvor rozšíri vrtákom, ktorého veľkosť je o niečo väčšia a je 10 x 400 mm;
- ak kov pri vŕtaní vytvára dlhý typ triesky, musíte si vybrať rezný nástroj, ktorý má dlhé a leštené drážky na jeho stiahnutie;
- ak je potrebné spracovať zliatiny mäkkých kovov, napríklad hliník, potom by sa mal použiť rezný nástroj, ktorého konštrukcia umožňuje jednu reznú čepeľ naostrenú pod uhlom 180 °;
- obsah maziva v chladiacej kvapaline musí byť na úrovni aspoň 10 % celkového objemu tejto kompozície;
- ak sa spracováva mäkký materiál, potom je potrebné dosiahnuť maximálnu rýchlosť vŕtačky postupne a to sa musí vykonať v 3 krokoch; okrem toho sa otvor vyrába aj v etapách - najprv sa vykoná pilotné vŕtanie nástrojom menšieho priemeru a potom sa otvor rozšíri vrtákom požadovanej veľkosti;
- pri zmene jedného priemeru vrtáka na iný veľkosť, rotáciu nástroja je možné zastaviť zapnutím vysokotlakového prívodu zmesi na chladenie maziva na 1–2 sekundy; po vytvorení otvoru podľa špecifikovaných parametrov sa vŕtačka vypne a prestane dodávať chladiacu zmes do svojho otvoru.


Aby ste si vybrali ten správny vrták na vytváranie hlbokých otvorov, je dôležité vziať do úvahy nielen jeho rozmery, ktoré sa rovnajú rozmerom otvoru, ale aj vlastnosti kovovej zliatiny, ako aj typ vŕtacieho zariadenia, na ktorom práca bude vykonaná.
Prácu musíte začať pri minimálnych otáčkach vŕtačky, pričom je dôležité hneď od začiatku zabezpečiť pre ňu prísun reznej kvapaliny.


Ako vŕtať hlboké otvory pomocou pištoľových vrtákov HAMMOND, pozri nižšie.













Komentár bol úspešne odoslaný.