Všetko o revolverových sústruhoch

Na vykonávanie rôznych operácií na spracovanie kovových výrobkov je často potrebné použiť sústruhy. Vo veľkej kategórii môžeme rozlíšiť jednotky sústružno-otočného typu, ktoré sú najrozšírenejšie.


všeobecný popis
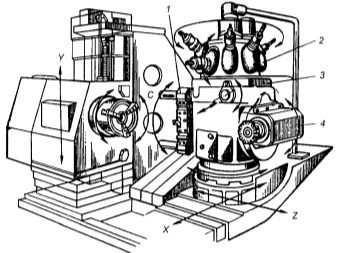
Základné určenie technológie revolverového sústruženia zodpovedá typickým sústružníckym súpravám. Rozdielom je prítomnosť viacpolohovej rotačnej hlavy. Tento konštrukčný prvok výrazne zvyšuje účinnosť zariadenia a tiež znižuje čas potrebný na spracovanie každého produktu. okrem toho sa rozšírili moderné modifikácie TRS s CNC modulom. Majú vežičku, špeciálne miesta na sedenie na umiestnenie rezných nástrojov.
Požadovaný typ konštrukcie hlavy je spôsobený rýchlym rozvojom spracovania kovov. Faktom je, že takýto konštrukčný detail v tandeme s CNC umožňuje zvýšiť rýchlosť spracovania výrobkov dvakrát alebo viac. Okrem toho zlepšuje parametre presnosti rozmerov hotových dielov a stupeň drsnosti ich povrchu.
Keď už hovoríme o inštaláciách revolverových sústruhov, je potrebné identifikovať nasledujúce kľúčové skutočnosti.


Vo väčšine prípadov toto zariadenie sa kupuje na priemyselné využitie. Je inštalovaný v dielňach zaoberajúcich sa sériovou výrobou výrobkov, vo všetkých ostatných prípadoch nebude jeho použitie ekonomicky opodstatnené.
Základné vlastnosti otočných mechanizmov poskytujú schopnosť vykonávať spracovanie prvkov pri vysokej rýchlosti posuvu pri zvýšenej rýchlosti... Do oblasti rezu sa privádza špeciálna chladiaca kvapalina, ktorá zabraňuje prehriatiu samotného nástroja a spracovávaných obrobkov.

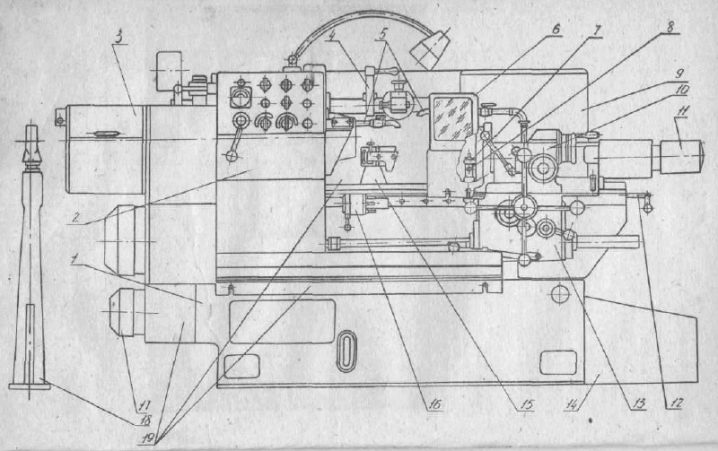
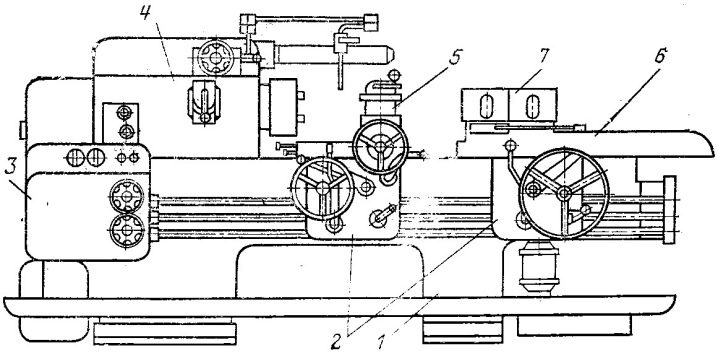
Všetky hlavné jednotky takéhoto zariadenia sú umiestnené analogicky s inými sústruhmi - to zabezpečuje počet vykonaných operácií. Vo všeobecnosti technické parametre takýchto jednotiek poskytujú možnosť rýchlej výmeny rezných plôch.
Názory
Moderní výrobcovia ponúkajú širokú škálu revolverových sústruhov. Líšia sa mechanizmom práce, rozsahom vykonávaných operácií, konštrukčnými vlastnosťami a niektorými ďalšími charakteristikami. Pozrime sa podrobnejšie na existujúce dôvody klasifikácie takýchto zariadení.
Podľa typu spracovávaného obrobku
V závislosti od typu spracovaných produktov sú stroje pre prácu s kazetou alebo tyčou... V nábojových boxoch sú upevnené hriadele veľkých priemerov. Barová časť je menšia, ale majú pomerne pôsobivú dĺžku.

Podľa polohy osi obrobku
Podľa umiestnenia osi obrobkov, ktoré sa majú obrábať, môžete určiť horizontálne a vertikálne, ako aj šikmé úpravy... Obrábacie stroje s vertikálnym a horizontálnym usporiadaním dostali maximálnu cirkuláciu, inštalácie so šikmou osou sa používajú oveľa menej často.
Niektoré modely navyše umožňujú naklonenie dielu na otáčanie alebo iné operácie vykonávané pod miernym uhlom.


Vytvorí sa samostatná skupina otočné a otočné poloautomatické zariadenia. Sú žiadané pri práci s tyčami rôznych priemerov.Medzi hlavné vlastnosti takéhoto zariadenia patria nasledujúce charakteristiky.
Jednovretenový stroj, ktorý má len jedno perforované vreteno na uloženie tyče. V tomto prípade je veľkosť prierezu otvoru relatívne malá.
Dodatočné vybavenie má formu jednotky zodpovednej za podávanie a držanie produktu v statickej polohe.


Konštrukcia zároveň poskytuje zariadenie na zatiahnutie spracovávaného prvku po ukončení operácie, vďaka čomu je možná maximálna automatizácia výroby.
Najlepší výrobcovia a modely
Väčšina domácich podnikov inštaluje štandard TRS - 1P371, 1A365, 1N318, ako aj S193A, 1365 a ďalšie... V poslednom desaťročí je však tendencia ich nahrádzať vyspelými technologickými verziami s CNC. Úpravy s CNC majú mnoho výhod, ktoré sú dané zvýšenou mierou automatizácie a funkčnosti, ako aj výnimočnou presnosťou spracovania.

Zariadenie 1V340F30, ktoré ponúka závod Berdichev, sa vyznačuje zvýšenými technickými a prevádzkovými vlastnosťami. Táto jednotka je riadená cez CNC komplex a jej konštrukcia obsahuje hlavu s 8 polohami. Podpera je umiestnená priečne, čo umožňuje spracovanie:
-
jednotlivé výrobky s prierezom do 20 cm;
-
tyčové výrobky s priemerom do 5 cm.

Jednotka 1P426DF3, vyrobená v závode na výrobu obrábacích strojov Alapaevsk, je dobre známa. Ide o modernú technológiu s programovým riadiacim modulom. Je to dopyt po jednoduchej, malej a strednej výrobe kovových výrobkov. Nie je vhodný na spracovanie veľkých dávok.
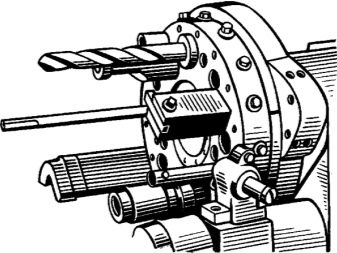
Hlavným znakom bolo umiestnenie dvoch hláv na krížovej podpere... Jeden z nich je šesťhranný, určený na prácu s vnútornými povrchmi, druhý je okrúhly, 8-polohový - pre vonkajšie.


Okrem toho sa na ruskom trhu sústružníckych zariadení v týchto dňoch objavilo množstvo dovážaných zariadení, ktoré sú známe svojou výkonnosťou.
-
Jednotky ST a DS od Haas Automation (USA). Tieto stroje umožňujú spracovávať výrobky z legovanej ocele, ako aj nehrdzavejúcu oceľ.
-
Stroje GS-200 od spol Dobrý spôsob.


Komponenty
Rovnako ako iné stroje, technológia revolverového sústruhu zahŕňa použitie komponentov - chrániče, vodiace rúrky a vretená... Dnes výrobcovia ponúkajú širokú škálu modelov, ktorých počet vretien sa môže líšiť. Zároveň sú zvýraznené nasledujúce kľúčové body.
V prípade vodorovnej polohy osi pracovnej hlavy sa podpera môže otáčať okolo svojej vlastnej osi, ako aj vratne v smere tejto osi. V tomto prípade sa otáčanie vykonáva súčasne na niekoľkých pracovných pozíciách, ktorých celkový počet často presahuje tucet.
Strmeň so sklonenou ako aj zvislou osou hlavy je buď konvenčný alebo otočný.
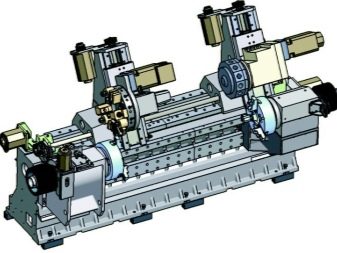
TPC s CNC tiež predpokladajú modul, ktorý je zodpovedný za vysoko presné obrábanie so schopnosťou meniť parametre polohy hlavy. Zvyčajne sú jeho hlavné jednotky pokryté špeciálnym puzdrom. To mnohonásobne zvyšuje bezpečnosť operátora.
Aký druh práce sa vykonáva?
Ako už bolo uvedené, technické a prevádzkové parametre moderných sústružníckych-otočných zariadení umožňujú vykonávať rôzne operácie. Variabilné produkty prezentované vo forme rotačných telies môžu byť použité ako polotovary. Medzi najbežnejšie manipulácie patria:
-
sústruženie na vonkajšom povrchu, zatiaľ čo priechod môže byť drsný alebo povrchový;
-
rezať pri inštalácii rezacieho prvku;
-
závitovanie - vnútorné aj vonkajšie;
-
drážkovanie rôzne hĺbky a konfigurácie.

Okrem štandardnej valcovej konfigurácie sú takéto stroje schopné spracovávať aj iné typy obrobkov.
-
S typom v tvare profilu - ak sa používa poloautomatický sústružnícky-frézovací stroj, potom sa sústruženie, ako každé iné spracovanie, vykonáva cez zakrivenú šablónu alebo pomocou kopírovacieho pravítka.
-
Kónický - spracovanie sa vykonáva pomocou špeciálnej kopírky. Okrem toho je možné získať kužeľovú plochu spôsobom vykonávania jednorazového pozdĺžneho priečneho posuvu.

Kompaktné vežové otočné mechanizmy možno zaradiť do samostatnej kategórie. Takéto zariadenia môžu byť dokonca inštalované v domácich dielňach.
Čo treba zvážiť pri výbere?
Pri výbere revolverových sústruhov sa musíte zamerať na dôležité kritériá.
Kategória presnosti - na stanovenie možnosti použitia určitej modifikácie zariadenia na spracovanie kovových výrobkov je potrebné vedieť, akú presnosť je možné potenciálne dosiahnuť. Prevažná väčšina verzií poskytuje triedu H.
Maximálne parametre dielu - úsek, dĺžka, ako aj rozloženie pracovných jednotiek medzi sebou.
Materiál obrobku - na takýchto strojoch sa zvyčajne spracováva liatina, vysoko-, nízkouhlíková alebo legovaná oceľ, sústruženie iných zliatin je povolené.
Obmedzenie počtu otáčok za jednotku času - obrobok so stanovenými požiadavkami na rozmerovú presnosť a drsnosť možno získať výlučne rozkrútením dielov na určitú rýchlosť. V tomto prípade je potrebné vziať do úvahy celkový počet prenosov.
Výrobcovia musia uviesť údaje o maximálnej rýchlosti, ktorou sa môžu jednotlivé jednotky pohybovať pri vykonávaní vysokorýchlostného posuvu.

Výkonové parametre motora a počet motorov - v malých zariadeniach majú motory spravidla nízky výkon, pretože spracované časti sú kompaktné a pri každom chode sa odoberá trochu kovu. V sériovej výrobe musia byť motory schopné vydržať trvalé zaťaženie.
Rozmery a hmotnosť zariadenia - je oveľa jednoduchšie inštalovať mini-stroje. Okrem toho, veľké veľkosti potrebujú starostlivú prípravu pracovnej základne.
A s tým je tiež potrebné počítať kinematický diagram mechanizmov sa môže meniť... Napríklad modely starého štýlu boli vytvorené tak, že boli nainštalované náhradné kolesá určitých konfigurácií, aby vytvorili určité typy závitov.
Ochrana - úpravy s CNC vyžadujú inštaláciu ochranného krytu. Tým sa minimalizuje riziko zranenia počas prevádzky zariadenia.

V moderných sústružníckych zariadeniach sa inštalácia potrebného vybavenia, ako aj rezných plôch vykonáva s maximálnou presnosťou. V takýchto jednotkách nie je potrebná ručná výmena rezného nástroja - to výrazne znižuje rýchlosť spracovania každej časti. Výsledkom je zvýšenie produktivity, čo znamená zníženie nákladov na spracovanie obrobkov. Oprava takýchto strojov zároveň spôsobuje veľa ťažkostí. Preto sa pri ich prevádzke venuje osobitná pozornosť preventívnej údržbe, včasnej identifikácii a odstraňovaniu problémov.
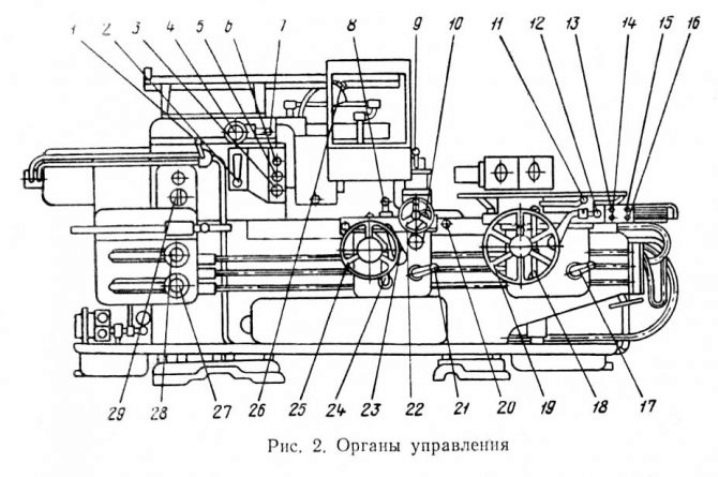
Funkcie nastavenia
Pred začatím prevádzky zariadenia na otáčanie veže je veľmi dôležité ho nastaviť. Zahŕňa niekoľko hlavných etáp.
-
Inštalácia zariadenia na upevnenie obrobku, montáž rezných a pomocných nástrojov.
-
Nastavenie zastávok, potrebné na vedenie tyčí a obmedzenie pohybu strmeňov.
-
Inštalácia riadiacej jednotky pre vačky, zástrčky, spínače, kľučky a ďalšie zariadenia na získanie danej frekvencie pohybu vretena a požadovaných rýchlostí rezného nástroja.
-
Spracovanie testu niekoľko skúšobných prvkov, overujúcich ich vhodnosť pre následnú prevádzku.
-
zmierenie a v prípade potreby doladenie umiestnenia dorazov na stroji podľa daného projektu.













Komentár bol úspešne odoslaný.