Všetko, čo potrebujete vedieť o sústružníckych nástrojoch

Profesionáli vedia o rezných nástrojoch na sústruhy všetko, no nezasvätený sa ľahko stratí v rozmanitosti typov, tvarov a výrobcov nástrojov. A ešte ťažšie je pre nich pristupovať k téme vytvárania rezákov vlastnými rukami. Stále však existujú pravidlá pre ostrenie a inštaláciu. Tomuto sa oplatí venovať pozornosť.

Zvláštnosti
To, čo je sústružnícky nástroj, je prvok, ktorý obsahuje držiak a pracovnú hlavu. Prvý pomáha upevniť frézu na stroji a druhý - pracovať s obrobkom. Úsek držiaka môže byť štvorcový alebo obdĺžnikový. Pracovná časť obsahuje niekoľko susediacich rovín a rezných hrán a uhol ostrenia je spojený s charakteristikami materiálu, ktorý sa práve spracováva, a so samotným typom spracovania.

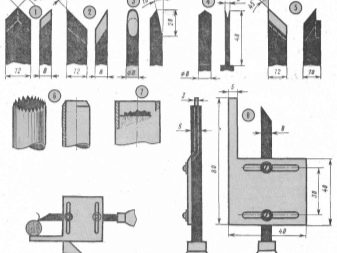
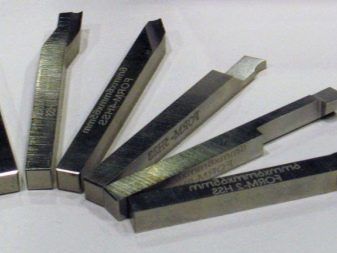
Trochu o pracovnej hlave: môže byť pevná alebo s doskami, ktoré sú k nej privarené (alebo spájkované). A aj dnes existujú frézy pre sústruh, ktoré pracujú s vymeniteľnými doskami, čo je veľmi výhodné. Frézy s pevnými prvkami sú menej bežné, ale zvárané / zvárané sú oveľa bežnejšie. Sú vyrobené z rýchloreznej ocele alebo zo zliatiny karbidu s tantalom, titánom alebo volfrámom.

Diel možno použiť na spracovanie ocele, liatiny, výrobkov z neželezných kovov, ako aj nekovových materiálov.
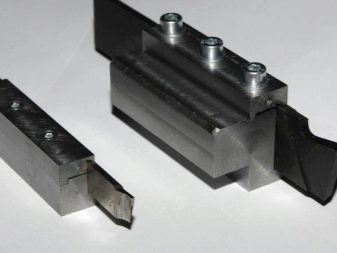
Ako už bolo uvedené, sústružnícke nástroje s výmenou doštičiek sú pohodlnou vecou pre profesionálov. Dosku na hlave je možné držať mechanicky, pomocou skrutiek alebo špeciálnych svoriek. A potom je veľmi pohodlné ho používať. Najmä ak je doska vyrobená z minerálnej keramiky (aj keď náklady na odrezanú časť v tomto prípade prudko "skočia").
Pracovná časť sústružníckeho nástroja môže byť karbidová, môže byť vyrobená z rýchloreznej ocele, alebo z uhlíkovej vysokokvalitnej ocele. Existuje veľa typov rezákov, ide o veľkú a zložitú klasifikáciu.


Prehľad druhov
Rezáky sa líšia funkčnosťou, dizajnovými nuansami a ďalšími parametrami.
Podľa dohody
Tu hovoríme o materiáloch, s ktorými fréza pracuje.
-
Drevo. Na trhoch ich možno nájsť v súpravách s krúžkami, hrebeňmi, výstružníkmi, háčikmi, meiselmi. Rezáky a rotačné mechanizmy sú držané spolu.
-
Pre kov. Keď potrebujete zvárať alebo spájkovať dosku, potom hovoria o optimálnej voľbe pre frézy. V tomto prípade sa častejšie používajú karbidové a vysokorýchlostné zliatiny. Inštalácia takýchto fréz je možná nielen na sústruhy, ale aj na drážkovanie, hobľovanie, špeciálne účely a iné.

Táto klasifikácia je malá, výber tu nebude ťažký.
Dizajnovo
Ide o masívne frézy, v ktorých sú hriadeľ a hlava kĺbovo spojené jedným systémom. Alebo je to nástroj so zváranými platňami, sú veľmi pevne spojené s hlavou. Ak bolo spájkovanie dosiek vykonané bez technickej presnosti, na pracovnej ploche sa môžu následne vytvoriť trhliny. Takéto frézy sú široko používané, pretože sú vhodné pre širokú škálu strojov.
Frézy s mechanickým upevnením dosiek sa považujú za jednu z najpohodlnejších možností pre kovové dosky. To platí pre prefabrikované a upravujúce odrody a držiak.

Podľa typu spracovania
Tu sa frézy delia na dokončovacie a polodokončovacie. Pri dokončovaní má posuv nízku rýchlosť, z polotovaru sa odoberá materiál s malou hrúbkou.Najčastejšie sú takéto nástroje reprezentované prechádzajúcou frézou. Polodokončovanie je veľmi podobné predchádzajúcej verzii, ale má slabšie vlastnosti ako dokončovacie. Môžu sa však použiť na rovnaké úlohy.


Podľa typu inštalácie
Tangenciálne rezáky sú nástroj, ktorý je inštalovaný pod určitým uhlom, a navyše akýkoľvek, s výnimkou priameho. Toto sa meria vzhľadom na os povrchu, ktorý sa podrobuje operácii. A nástroj sa vyznačuje komplexnou schémou upevňovacích prvkov pre vnútorné sústruženie.
Radiálna fréza sa vyznačuje fixáciou výlučne pravého uhla na obrábanej ploche. Na priemyselné účely obľúbená možnosť. A radiálna verzia má veľké plus – ide o zjednodušený systém upevnenia.


Podľa druhu krmiva
Tu je to ešte jednoduchšie: ľavé frézy sa nazývajú nástroje s pravou stranou rezu, na ktorú sa sústruží spracovávaný kov. Pri pravých frézach vľavo je časť výbrusu, na ňom je obrátený kovový povrch na spracovanie.

Upevnením reznej časti vzhľadom na tyč
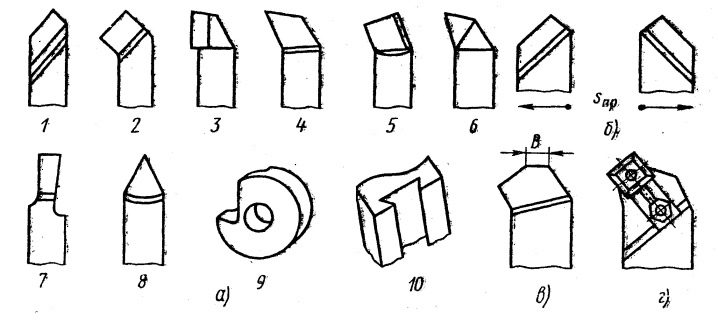
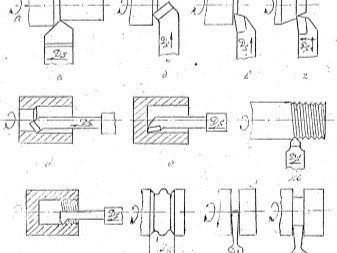
A táto charakteristika predstavuje 4 typy rezákov. Ohnuté sa vyznačujú špeciálnou zakrivenou líniou, ktorá je charakteristická pre projekčnú os hornej polohy. A bočná lokalizácia zaisťuje, že čiary sú rovné. Priame rezáky sú tie, ktorých projekčná os zachováva priamku, a to zhora aj zboku.
U nakreslených rezákov sú hlavová časť a driek rozdielne veľkosti, hlavička bude menšia. Je pripevnený k incizálnej osi. Detaily sú charakterizované určitým posunom vzhľadom na os fréz v akomkoľvek smere. No, zakrivené rezáky v hornej lokalizácii sú spojené s osou projekcie rovnomernou čiarou, zatiaľ čo laterálna projekcia je spojená s zakrivenou čiarou.


Spôsobom spracovania
A je tu veľa odrôd.
-
Podrezanie. Ak ide o stroj s krížovým posuvom, nástroj možno ľahko pripojiť k zariadeniu. Sú to buď okraje rôznych plôch, alebo stupňovité prvky.
-
Kontrolné body. Funkčné pre obrábanie kovov s priečnym a pozdĺžnym podávacím zariadením. To je dôležité, ak sa orezávanie týka koncov, valcových a kužeľovitých obrobkov.
-
Nudné. Potrebné pre priechodné a slepé otvory, pre vybrania a vybrania.
-
Okrúhly. Tu formulár určil názov.
-
Závitové. Vytvára vonkajšie a vnútorné závity s lichobežníkovým prierezom, ako aj okrúhle a obdĺžnikové. Samotné výrobky môžu byť ploché, okrúhle a tiež konvexné.


A rezáky sú rovnomerné (zachovajú si pravouhlé okraje), zakrivené (líšia sa len tvarom, mierne), tvarované (v kombinácii s tvarovanými formami zložitých štruktúr).
Materiály (upraviť)
Už bolo poznamenané, že rezáky sú vyrobené zo širokej škály materiálov. Napríklad pevné. Ide o volfrámové nástroje, ktoré dokážu spracovať neželezné kovy a rôzne zliatiny. Dobré pre obrobky z liatiny, nekovy. Existujú aj titánovo-volfrámové frézy, ktoré dokážu pracovať s akýmkoľvek kovom. A rezačky tantal-volfrám-titán sú potrebné tam, kde je úlohou spracovať ťažké kovy, napríklad kovanie a žiaruvzdorné, to znamená tie, ktoré sa nedajú tak ľahko odobrať.


Ak sú frézy vyrobené z rýchlorezných materiálov, potom môžu byť s normálnou účinnosťou a so zvýšenou účinnosťou. Ale tie nástroje, ktoré sú vyrobené z uhlíkového materiálu, sa považujú a celkom oprávnene za najkvalitnejšie.
Používajú sa aj diamantové frézy: dobre opracujú neželezné kovy, ako aj plasty, gumu, ebonit, vlákno. Ale na železných kovoch takmer nefungujú, pretože v ich vzťahu sú diamantové frézy považované za veľmi krehké. Elborické prvky sa považujú za „čerstvých“ konkurentov diamantových prvkov.

Špičkoví výrobcovia
Medzi hlavných výrobcov patria aj ruské spoločnosti. Rovnako ako INIGS robí vynikajúce prevŕtavanie dielov za dobrú cenu. A tiež medzi domácimi značkami sú lídrami "Kanashsky IZ", ktorého obľúbeným produktom je priamka. Medzi importérmi sú českí výrobcovia veľmi dôveryhodní.
Obľúbené sú aj stavebnice, napríklad súprava náradia na drevo. Medzi obľúbené produkty patria Enkor, ako aj Metalmaster, Proma, Proxxon. Treba sa však zamerať nielen na značky, cenu a krajinu výroby.


Tipy na výber
Fréza sa volí podľa toho, aký dielec sa má opracovať, od materiálu dielu, od tvaru a požadovanej povrchovej úpravy. Napríklad existuje požiadavka na valcovú časť bez vnútorného otvoru, čo znamená, že fréza bude potrebovať prehnutú, priamu alebo prítlačnú frézu.
Čo ešte treba zvážiť pri výbere:
-
materiál výroby (napríklad nehrdzavejúca oceľ alebo tvrdé zliatiny);
-
prítomnosť / neprítomnosť súpravy (často je výhodnejšie kúpiť iba súpravy);
-
možnosť použitia univerzálneho nástroja, takúto frézu možno nazvať aj modulárnou frézou, keďže v nej možno k držiaku pripevniť rôzne platne, a teda rôzne obrobky opracovávať pod rôznymi uhlami.

Veľmi často sa odborníci stretávajú s ťažkosťami pri výbere nástroja "pre seba". Mal by byť skutočne ľahko použiteľný a podľa možnosti lacný. A myšlienka na výrobu domáceho vykrajovača nie je až taký hazard.
Ako to urobiť sami?
Povedzme, že hovoríme o výrobe nástroja na sústruženie dreva. Práve tieto nástroje sa častejšie vyrábajú samostatne.
Akýkoľvek typ sekáča zahŕňa dodržiavanie takejto schémy.
-
Podľa výkresov alebo fotografie sa vyreže oceľový obrobok požadovaného tvaru - to sa robí na sústruhu podľa zadaných rozmerov.
-
Vykonáva sa primárne ostrenie budúcej frézy.
-
Kovová časť musí byť vytvrdená, aby si fréza poradila s rôznymi druhmi dreva. Najprv sa kov zahreje na extrémnu teplotu, potom sa ponorí do motorového oleja a tam musí úplne vychladnúť. A môžete ho vydržať len pri izbovej teplote.
-
Nasleduje dokončovacie ostrenie.
-
Rezná časť frézy sa nasunie na drevenú rukoväť nástroja.


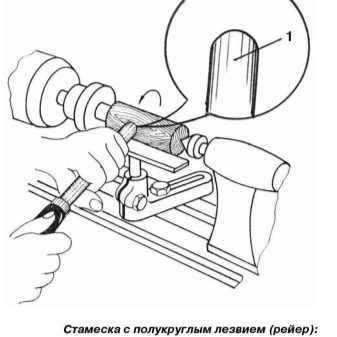
V tomto procese bude najdôležitejším momentom primárne ostrenie. Rezáky sú veľmi odlišné, vyrábajú sa napríklad z pilníka, ale pointa je práve v účele nástroja, ten ovplyvňuje výsledok. Napríklad na výrobu frézy s polkruhovou reznou hranou sa na obrobku označí obrys, pozdĺž neho sa odstráni všetko nepotrebné a ostrí sa hrot požadovaného polomeru. Rezná hrana musí byť nabrúsená opatrne, aby bola rovnomerná.

Príklad, ako vyrobiť rezačku Reyer vlastnými rukami.
-
Obrobok je vykovaný zo súboru na jeho veľkosť.
-
Plochý obrobok je umiestnený na polkruhovom zlisovaní, ktorý stojí v otvore kovadliny, na vrchu je pripevnený polkruhový plavák a zasiahnutý kladivom. To sa deje tak, že plátno je ohnuté okolo pozdĺžnej osi. Namiesto hladidla sa používa oceľová tyč.
-
Až do momentu vytvrdnutia je "prievan" otočený pod uhlom 45 stupňov. Po vytvrdnutí to bude ťažšie, preto je dôležité nepremeškať moment.
-
Potom sa obrobok vytvrdí, musí sa nechať vychladnúť.
-
Plátno sa posiela do pece na zahriatie na 200 stupňov. Po 20 minútach ho vyberú a nechajú len tak na vzduchu, kým nevychladne.
-
Vonkajšie a vnútorné povrchy sú spracované, všetky deformácie musia byť vyrovnané.
-
Rezná hrana sa musí nabrúsiť tak, že sa najskôr vyrovná kolmo na pozdĺžnu os.
-
Zostáva len nasadiť rukoväť - kutilský reyer je pripravený.

Mimochodom, čepeľ rayera môže byť rovná alebo skosená, kučeravá, v závislosti od účelu použitia nástroja, šírky jeho pôsobenia.
Ostrenie nuansy
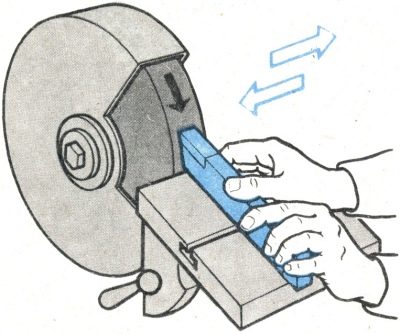
Ostrenie rezákov je viac ako zásadný moment. Bez nej nebude možné udržiavať pracovnú časť v optimálnom stave, v tvare a so správnym uhlom. Nie je potrebné brúsiť len frézu vo forme jednorazovej karbidovej doštičky. Ak hovoríme o priemyselných podnikoch, tam sú frézy naostrené na špeciálnom stroji. Doma musíte byť kreatívni. Na to sa dajú použiť napríklad chemikálie alebo brúsne kotúče. Na sústruhu sa často inštaluje brúsny kotúč - dokáže pomerne kvalitne naostriť frézy, čím sa nástroj dostane do požadovanej geometrie.


Ak sa rozhodnete pre výber brúsneho kotúča, musíte sa zamerať na základný materiál. Napríklad, správnym naostrením tvrdokovovej frézy bude kruh zelený, karbid kremíka. Ak je časť naostrená z vysoko kvalitnej uhlíkovej ocele alebo rýchloreznej ocele, koleso by malo byť vybrané z korundu.
Ostrenie sa vykonáva s chladením a bez chladenia a prvá možnosť je pre mnohých remeselníkov oveľa výhodnejšia. Studená voda bude tiecť do oblasti, kde sa fréza dostane do kontaktu s brúsnym kotúčom. Ak je chladenie vylúčené, potom je po zákroku neprijateľné prudko ochladiť nástroj, rezná časť riskuje, že jednoducho praskne.
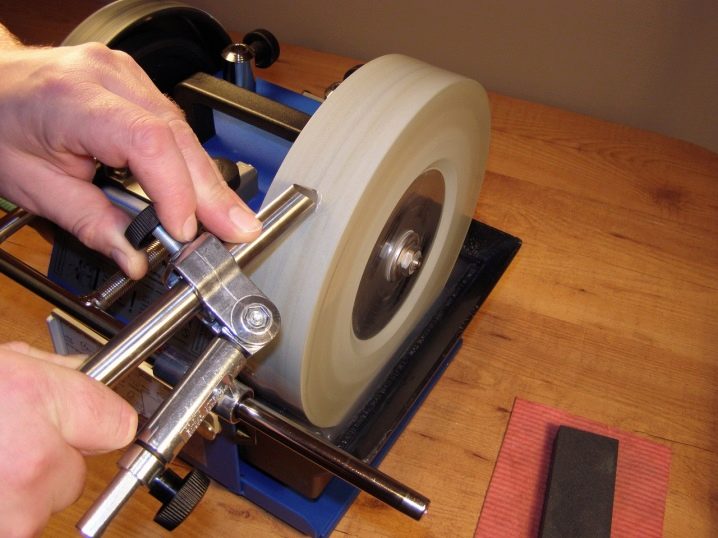
Ostrenie zahŕňa aj príkladné fázovanie: najprv sa na kruhu spracuje zadná plocha základne, potom zadná pomocná plocha a až na koniec - predná časť. Dokončuje prácu na ostrení reznej hrany, berúc do úvahy požadovaný polomer zaoblenia.
Okamžite v okamihu ostrenia by sa mal prvok pomaly pohybovať v kruhu (presne pomaly, zhon často narúša činnosť), bez prílišného stláčania. To je dôležité pre organizáciu rovnomerného opotrebovania a vytvorenie extrémne plochej reznej hrany.
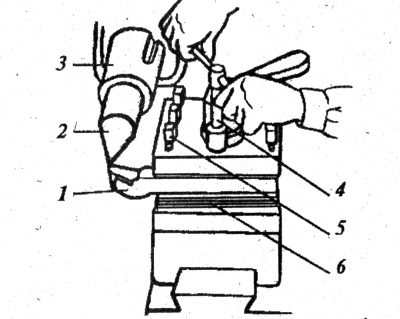
Pravidlá inštalácie
Bezchybné upevnenie prvku na držiaku nástroja je následným správnym zdvihom otáčania. Ak je nástroj nesprávne nastavený, stroj rýchlo opotrebuje reznú hranu. Pred začatím inštalácie je potrebné vyčistiť nožičky držiaka. V zásade pravidlo č. 1 je, že hrot frézy by mal byť na úrovni stredovej čiary sústruhu (čo znamená centrovanie). Ak je nainštalovaný pod čiarou, diel sa pri chode jednoducho vytlačí zo stredu, ak je vyššie, zahrievanie bude neprijateľné a opotrebovanie bude rýchle.

Čo je ešte dôležité vedieť o inštalácii:
-
ak je upevnený v špeciálnom držiaku aspoň dvoma skrutkami, už to dáva záruku správnej inštalácie;
-
pevná fréza sa privedie do stredu koníka alebo vreteníka, podrobí sa výškovému nastaveniu, pod ním nie sú položené viac ako tri podložky;
-
mimochodom, obklady sa pripravujú komplexným spôsobom, neexistuje k nim žiadna alternatíva;
-
podložky sú umiestnené na podpere držiaka frézy s ovládaním vyčnievania (nie viac ako 1,5 výšky tyče), inak bude stroj pracovať s vibráciami;
-
potom môžete nastaviť hĺbku frézy pomocou testovacích triesok alebo krížového posuvu;
-
ak sa použije prvá metóda, fréza sa pohybuje tesne, kým sa nedotkne rotačného prvku, potom ide doprava a potom sa hĺbka rezu určí intuitívne;
-
ak ste vynechali priemer ostrenia, musíte všetko zopakovať s požadovanou hĺbkou rezu, kým nezískate ten správny.
Mimochodom, pred inštaláciou frézy do držiaka by ste mali vedieť, že v nej môžu byť súčasne upevnené 4 prvky. Menej ako dve skrutky na držiak nie sú k dispozícii.
Na rezanie kovu, na vyrezávanie drevených povrchov sú frézy takmer nenahraditeľné. Požadovanú položku môžete vyhľadať v jednotnom čísle, môžete si zakúpiť súpravy multi-rezných pre CNC stroje a niektoré položky sú lacnejšie na vlastnú výrobu. Hlavná vec je presne poznať funkčnosť nástroja a pochopiť technológiu práce s ním.














Komentár bol úspešne odoslaný.