Všetko o EDM strojoch

Ručné spracovanie materiálov s hustou štruktúrou je neproduktívne, pretože si vyžaduje veľa práce a nezaručuje vysokú presnosť. Medzi jednotky, ktoré môžu do určitej miery alebo úplne (v závislosti od typu a modelu) automatizovať prácu, sú stroje s elektrickým výbojom (EE). Nie sú až tak známi, aj keď sa vyznačujú jedinečnými schopnosťami, čo ich pozitívne odlišuje od väčšiny ich „kolegov“ v parku obrábacích strojov. V prezentovanom materiáli vám povieme o možnostiach, princípe činnosti a oblastiach použitia elektroerozívnych jednotiek.

Zariadenie a princíp činnosti
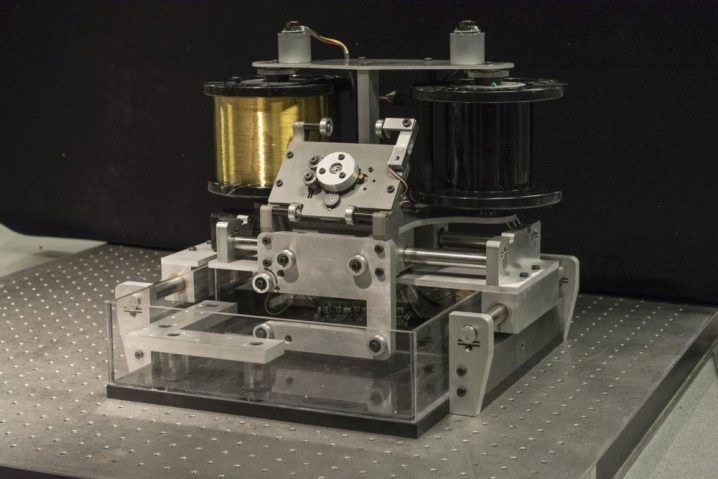
Moderná jednotka na elektroerozívne obrábanie kovov (EDM) obsahuje vo svojej štruktúre niekoľko jednotiek.
-
Strážca bubna.
-
Drôtený bubon.
-
Pracovný stôl (pohyblivého) drôteného bubna.
-
Koncové spínače pre nastavenie aplikácie navinutého drôtu na cievke a klávesy pre zmenu smeru otáčania.
-
Úprava prívodu chladiacej kvapaliny v spodnej a hornej časti.
-
Ovládací panel jednotky.
-
Zariadenie rozvádzača stroja.
-
Výškovo nastaviteľné kužeľové podpery jednotiek.
-
Liatinová základňa.
-
Montážne otvory.
-
Koliesko pre vertikálne podávanie hornej objímky.
-
Stĺpec.
-
Osvetľovacia lampa.
-
Zariadenie, ktoré umožňuje naklonenie drôtu.
-
Spodné rameno s 2 otočnými kladkami a jednou tvrdokovovou elektródou.
-
Ochrana pred striekajúcou vodou na pracovnej ploche.
-
Horné rameno s 3 otočnými valčekmi a 2 karbidovými elektródami.
-
Kolieska na podávanie pracovného stola.


Uvažujme o princípe fungovania elektroerozívnych jednotiek.
Sledované zariadenie pracuje podľa metódy tzv. riadeného ničenia kovových výrobkov a obrobkov prostredníctvom ich vystavenia elektrickým výbojom. Pred začiatkom prevádzky elektroerozívnej jednotky sa obrobok vloží do špeciálne na to určeného držiaka a pevne sa upevní. Potom je dodávaný elektrický prúd - impulzívne, v samostatných výbojoch.

V tomto prípade je na stroji umiestnená iba jedna elektróda, pretože samotný obrobok hrá úlohu 2. elektródy.
Ako môžeš vidieť, Princíp činnosti elektroerozívnych jednotiek je pomerne jednoduchý a priamočiary... Tieto stroje umožňujú jednoducho meniť konfiguráciu, rozmery, tvar rôznych častí a obrobkov, ak sú vyrobené z kovov s vysokou elektrickou vodivosťou.

S týmto zariadením môžete pracovať s nasledujúcimi materiálmi:
-
kalená oceľ;
-
chróm;
-
titán;
-
vysokopevnostné zliatiny;
-
grafit;
-
kompozitné materiály.

Vďaka použitiu tohto zariadenia na spracovanie dielov alebo obrobkov je možné vylúčiť mechanický vplyv na povrch materiálu.
Okrem toho špecifickosť princípu jeho fungovania umožňuje opustiť potrebu použitia rotačných alebo iných pohyblivých prvkov.
Stroje sú na trhu veľmi žiadané pre ich množstvo pozitívnych vlastností.
-
Vysoká úroveň automatizácie. Operátor spravujúci zariadenie môže podľa vlastného uváženia nastaviť kľúčové parametre spracovania: tlak, rýchlosť a mnohé ďalšie. Po tomto všetkom bude jednotka pracovať v automatizovanom režime.
-
Všestrannosť.Okrem svojho špecifického účelu sa dá praktizovať rovnakým spôsobom pri dokončovaní výrobkov, pri objemovom kopírovaní, rezaní a iných operáciách.
-
Spoľahlivosť a dlhá životnosť.
-
Produktivita. Moderné stroje zaručujú vysokú kvalitu spracovania produktov v krátkom čase.
-
Vysoký stupeň bezpečnosti. Výrobcovia robia všetko pre to, aby minimalizovali riziká vyplývajúce z používania ich zariadení.
-
Všetky tieto výhody sú mimoriadne významné, ale sú charakteristické iba pre zariadenia od spoľahlivých výrobcov.


Ale sú tu aj nevýhody.
-
Pri práci je potrebné vodné dielektrikum, čo v niektorých situáciách znemožňuje použitie elektroerozívnej jednotky alebo komplikuje jej prevádzku.
-
Presnosť stroja a drsnosť hotového povrchu ovplyvňuje niekoľko faktorov, ktoré nie je možné vždy kontrolovať.
-
Stále nie je možné presne predpovedať stupeň opotrebenia a celkovú spotrebu elektród.
-
EDM stroje, vrátane stolných mini-strojov, nie sú lacné. Ich použitie má zmysel vtedy, keď úlohy, ktoré sa nimi riešia, vyžadujú časté zabezpečovanie. Alebo keď je výroba spojená s drahými výrobkami, materiálmi a neexistuje spôsob, ako úplne zmeniť jednotku, náhradný diel a podobne. Napríklad je potrebné odstraňovať odlomené kohútiky z drahého mechanizmu alebo v autoservise je potrebné neustále odstraňovať odlomené skrutky náboja a podobne.

V tomto prípade sa nákup EDM jednotky rýchlo vyplatí.
Popis druhov
Podľa dohody
Podľa účelu sa erózne kamenivo delí na niekoľko typov.
-
Zošívacie a kopírovacie zošívacie jednotky. Praktické na dierovanie a označovanie dielov, vytváranie otvorov, vrátane hlbokých otvorov. Potápačské stroje môžu vyrábať objemové produkty - na obnovenie projekcie výkresu na kov so submikrónovou úrovňou konvergencie. Prax v zdravotníctve, telekomunikáciách a letectve.


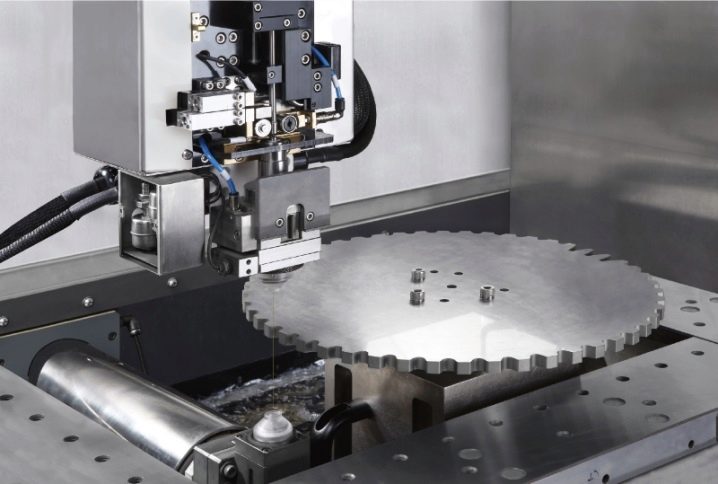
- Drôtené agregáty. Pracujú s výrobkami komplexnej konfigurácie vyrobenými z pevných materiálov. Môžu vykonávať operácie, ktoré nie sú dostupné pre frézky: vyrežte malý polotovar tam, kde nie je možné pripevniť frézu. Praktizovaný pri tvorbe nástrojov pre automobilový priemysel a prístrojový priemysel. Jednotka môže úspešne vykonávať predbežné operácie aj konečnú povrchovú úpravu, ktorá vyžaduje vysokú presnosť, dielov vyrobených z rôznych elektricky vodivých materiálov vrátane tvrdých zliatin.

- Supervrtáky elektroerozívneho princípu pôsobenia. V podstate ide o EDM vŕtaciu jednotku - namiesto bežných zariadení v podobe záhlbníkov a kohútikov sa na vytváranie hlbokých otvorov používajú rúrkové elektródy. Umožňujú získať ultratenké otvory akejkoľvek hĺbky v ultrapevných materiáloch.


- Vysokorýchlostné pílové jednotky. Ako elektróda sa používa páska z mäkkého kovu. Sú schopné rezať akýkoľvek elektricky vodivý materiál, bez ohľadu na jeho pevnosť a tvrdosť, bez toho, aby bol obrobok vystavený deformácii. Prax v experimentálnych laboratóriách, metalurgii, leteckom priemysle.


Spôsobom získania výboja
Podľa spôsobu získavania elektrického výboja sú stroje rozdelené do niekoľkých odrôd.
-
Spark. Najnižší výkon, presné rezanie. Praktické na presné obrábanie výrobkov.
-
Pulz. Zvýšená energia výboja znižuje presnosť a zväčšuje plochu tepelného spracovania. Praktizované pri obrábaní veľkých rovin bez požiadaviek na presnosť.
-
Elektrický oblúk. Poskytuje vysokú produktivitu a vytvrdzovanie dielov. Nácvik práce s veľkými dielmi. Vyžaduje dokončovacie brúsenie alebo leštenie.


Špičkoví výrobcovia
Výrobcovia jednotiek tohto typu sú ázijské aj európske krajiny. Stroje od rôznych výrobcov, ktoré slúžia rovnakému účelu, sa veľmi líšia funkčnosťou a cenou.
Ak sú zariadenia z Číny a Južnej Kórey oveľa lacnejšie ako európske zariadenia, potom ich vyrábajú výrobcovia na vyššej kvalitatívnej úrovni s vyššou úrovňou automatizácie pracovných procesov.
"ARTA"
Domáci výrobcovia vyrábajú presné zariadenia "ARTA" pre EEZ z kovov. NPK "Delta-Test" sa dnes považuje za lídra v Ruskej federácii vo výrobe zariadení tohto typu. Výrobou nových jednotiek spoločnosť modernizuje zariadenia skôr vo výrobe.

Sodick
Táto spoločnosť je dobre známa na trhu moderných zariadení, ktorá vyrába CNC stroje na rezanie drôtom EDM. Zariadenia tejto spoločnosti s vysokými technologickými vlastnosťami sa používajú na spracovanie kovov s vysokým (vyšším ako železo) bodom topenia a monokryštalických materiálov. Prostredníctvom týchto jednotiek sa vyrábajú dierované rúry a panely, pracovné časti kopírovacích strojov, razidlá s trojrozmernými meracími profilmi a cermetové razidlá. Profesionáli používajúci toto zariadenie ľahko dokážu vytvoriť vačky a ich prototypy, elektródové nástroje na kopírovanie a zošívanie jednotiek.


Mitsubishi
Drôtový rezací stroj Mitsubishi MV1200S umožňuje vykonávať najkomplexnejšie práce na elektroerozívnom obrábaní výrobkov akejkoľvek konfigurácie, vyrobených z rôznych vodivých materiálov. Pri aktívnej prevádzke tohto obrábacieho stroja v modernej výrobe prinášajú náklady na jeho nákup v krátkom čase pozitívny efekt.

Agie
EDM zariadenia Agie sa vyrábajú vo Švajčiarsku a úspešne konkurujú iným podobným modelom. Vďaka svojim malým rozmerom môže táto jednotka vykonávať najkomplexnejšie práce na spracovaní karbidových dielov na rôzne účely v režime automatického riadenia.

Príslušenstvo a spotrebný materiál
EDM stroje sú high-tech zariadenia. Na zvýšenie presnosti spracovania a pohodlia práce si však môžete zakúpiť príslušenstvo:
-
upínacie zariadenia - nosné upínače, 3-osové ovládacie zariadenia, zveráky, skľučovadlá;
-
desktopový rámec;
-
upevňovacie pásy;
-
nastaviteľné dosky;
-
rohové bloky;
-
držiaky elektród a iné komponenty.
Na výrobu vysoko kvalitných dielov vyrobených z obzvlášť silných kovov sú potrebné nasledujúce spotrebné materiály pre elektroerozívne jednotky:
-
mosadzný drôt (možnosť so zinkovým nástrekom je povolená) s prierezom 0,1, 0,2, 0,25 mm;
-
molybdénový drôt s prierezom 0,14 milimetra (vyrábaný v zvitkoch 200 metrov, každý s hmotnosťou 32 kilogramov);
-
mosadzná alebo medená rúrka (elektróda) s priemerom 0,5 až 6 milimetrov a dĺžkou 30 až 40 centimetrov, mosadz môže mať jeden až 3 otvory;
-
modulárne rúrky pre chladiacu kvapalinu, ktoré sú vyrobené z vysoko kvalitných polymérov.

Dielektrická kvapalina
Používa sa na čistenie produktu od mikročipov po erózii. Dielektrická kvapalina slúži na niekoľko účelov. Funguje ako polovodič medzi obrobkom a elektródou na udržanie stabilných a kontrolovaných podmienok iskrovej ionizácie. Je to potrebné na udržanie elektródy, obrobku a pracovného stola na stabilnej teplote.
A tiež sa používa dielektrická kvapalina na zmytie zvyškov popola, ktoré vznikajú pri spracovaní.

Filtre
Rezanie jednotlivých materiálov rýchlo upchá filtre. Napríklad pri rezaní vyrobených produktov práškovým nástrekom môže byť vnútorná kapsa naplnená voľne tečúcim, nesintrovaným kovovým práškom. Jeho náhle uvoľnenie do kvapaliny môže upchať filter.

Živica na výmenu iónov
Pri úprave EE sa na čistenie dielektrika (vody) v agregátoch používa deionizačná (iónomeničová) živica. Jeho štruktúra je pomer medzi výškou vrstvy katiónu a aniónu. V závislosti od tejto rovnováhy (hlavne) sa určuje životnosť a kvalita čistenia dielektrika (vody) použitého v jednotke.

Oblasti použitia
Prezentovaná skupina jednotiek je určená pre priestorové obrábanie kovov s najvyššou presnosťou. Stroj vykonáva kontúrovanie mechanizmov, dielov, zostáv vyrobených z materiálov s vysokou elektrickou vodivosťou. Ide o oceľ, meď, hliníkové predvalky rôznej tvrdosti, neželezné kovy, tvrdé zliatiny.

Drôtené EDM jednotky sa praktizujú na výrobu zariadení, nástrojov, dielov so zložitou geometrickou konfiguráciou: kopírky, tvarové rezačky, sústružnícke vačky, matrice, razníky, kontinuálne používané v podmienkach sériovej a malovýroby. Kľúčovým konštrukčným prvkom tohto zariadenia je použitie súradníc na lineárnych motoroch s presným koľajnicovým vedením.


Stroje sú vybavené presnými lineárnymi kódovačmi. To umožňuje dosiahnuť najvyšší stupeň presnosti pri vytváraní obzvlášť kritických dielov.
Ak hovoríme o piercingových elektroerozívnych jednotkách, potom sa zvyčajne používajú tam, kde sa vyžaduje označovanie výrobkov alebo je potrebné urobiť technologické otvory.















Komentár bol úspešne odoslaný.