Všetko o Larsen Dowels

Začiatok dvadsiateho storočia sa niesol v znamení veľkého množstva objavov a vynálezov v oblasti inžinierskych vied a techniky. V roku 1902 inžinier z Brém (Nemecko) Trigve Larsen urobil zaujímavý postreh: ak sú kovové pásy ohnuté vo forme žľabu, potom môžu byť znitované dohromady, aby sa vytvoril súvislý povrch. Technická inovácia bola patentovaná v roku 1910 a čoskoro závod Tyssen začal vyrábať tieto produkty, pomenované po nemeckom vynálezcovi.


Čo to je?
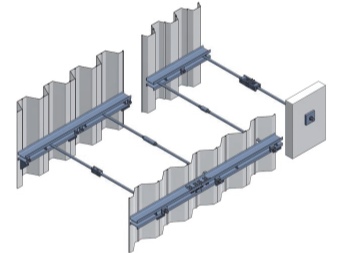
Štetovnice - Štetovnice Larsen sú špeciálny profil profilov so zaoblenými hranami - zámky, ktoré sa dajú navzájom spájať a tvoria takmer nepreniknuteľný povrch. Prítomnosť drážok vám umožňuje pripojiť niekoľko prvkov naraz bez toho, aby ste museli použiť zváranie.
Aplikácie
V súčasnosti sa štetovnice úspešne používajú na:
- oplotenie rybníkov, nádrží, priehrad, plavebných komôr;
- ochrana proti rozpadnutiu a zrúteniu stien základových jám, zákopov, základov;
- izolácia miest, kde sa skladujú agresívne látky (napríklad skládky a zberače), ako aj cesty a železnice;
- posilnenie oblastí pôdy náchylných na zosuvy pôdy;
- výstavba stien v tuneloch, podzemných parkoviskách, garážach;
- zariadenia pre odvodňovacie zariadenia;
- vytváranie zvukotesných stien (napríklad okolo hlučných diaľnic);
- usporiadanie odvodňovacích kanálov okolo ciest;
- výstavba nádrží na zhromažďovanie podzemnej vody;
- ako aj pri výstavbe kotvísk, mostov, priehrad.



technické údaje
Charakteristiky pevnosti v ťahu štetovníc musia byť minimálne 1497 MPa. Hmotnosť 1/lm v závislosti od typu štetovnice sa môže pohybovať od 53 do 140 kg. Štvorcový meter váži od 78 do 252 kg. Výrobcovia vyrábajú štetovnice v rôznych veľkostiach: dĺžka môže byť od 5 do 22 metrov. Cenové parametre závisia od hmotnosti hromady a pohybujú sa v rozmedzí od 58 710 do 64 000 rubľov za tonu. Náklady na bežný meter sa spravidla neurčujú.


Špecifickou charakteristikou štetovníc Larsen je obrat - počet možných ponorov a zárezov, ktoré jeden profil vydrží pri zachovaní prevádzkových vlastností. Tento parameter závisí od kvality zdrojového materiálu. Okrem toho je dôležité:
- dĺžka profilu (krátky obrat je vyšší);
- kvalifikácia a rešpekt inštalatérov;
- použité vybavenie;
- prítomnosť zvárania v spojoch profilov;
- stav pôdy, do ktorej sa štetovnica zavádza.



Priemerne sa predpokladá počet potápačských cyklov sedem, avšak v závislosti od vyššie uvedených podmienok môže táto hodnota kolísať nahor alebo nadol až o 50 %. V súčasnosti neexistuje jednotná štátna norma upravujúca vlastnosti a technické podmienky výroby štetovníc Larsen. Výrobcovia sa zvyčajne riadia niekoľkými GOST: 4781 - 85, 7566 - 2018, 7565 - 81 a ďalšími regulačnými dokumentmi, ktoré určujú zloženie materiálu, podmienky testovania výrobkov a ďalšie parametre.

Prehľad druhov
Štetovnice možno rozdeliť podľa niekoľkých kritérií - materiálu, z ktorého sú vyrobené, a tvaru zámku.
Podľa druhu materiálu
Podľa druhu materiálu použitého na výrobu sa štetovnice delia na kovové a plastové, v niektorých prípadoch sú vyrobené zo železobetónu alebo dreva.
Kovové pilóty
V súčasnosti sú najrozšírenejšie kovové pilóty. Spravidla sa vyrábajú z nízkouhlíkových ocelí bežnej kvality typu St3kp (GOST 380 - 2005). Chemické zloženie tohto materiálu zahŕňa: uhlík od 0,14 do 0,22%, kremík - menej ako 0,05%, mangán od 0,3 do 0,6%, nikel a chróm - do 0,3%, dusík a arzén - nie viac ako 0,008%, meď do do 0,3%, škodlivé nečistoty - síra do 0,055%, fosfor do 0,04%, zvyšok tvorí železo.


Mechanické vlastnosti St3kp sú nasledovné: pevnosť v ťahu: 363 - 460 MPa, medza klzu: 190 - 233 MPa, relatívna kontrakcia: 22 - 25 %. Teplotný režim, ktorý si zachováva deklarované prevádzkové vlastnosti, sa pohybuje od -40 C do +400 C.
Z hľadiska pevnostných vlastností materiál plne vyhovuje požiadavkám, navyše nízky obsah uhlíka prispieva k dobrej zvariteľnosti. Dôležitým parametrom je relatívne nízka cena takýchto kovov.
Podľa technológie výroby sa oceľové pilóty delia na:
- valcované za tepla a za studena;
- zvárané;
- kombinované.

Valcovanie je zmena tvaru obrobku pomocou rotujúcich hriadeľov určitého profilu. V závislosti od teplotného režimu existujú dva hlavné typy tohto technologického procesu. Valcovanie za tepla zahŕňa zahrievanie predvalku nad teplotu rekryštalizácie, aby sa uľahčil proces plastickej deformácie. Valcovanie za studena sa uskutočňuje pri izbovej teplote, v dôsledku čoho dochádza k vytvrdzovaniu povrchovej vrstvy v dôsledku tvorby deformačného spevnenia - zmeny tvaru kovového zrna.

V závislosti od účelu existuje päť hlavných typov valcovacích tratí, z ktorých jedna - sekčná - je určená na výrobu štetovnicových profilov, ako aj iných tvarových profilov.
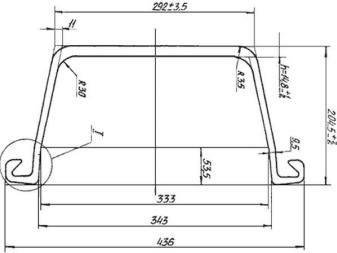
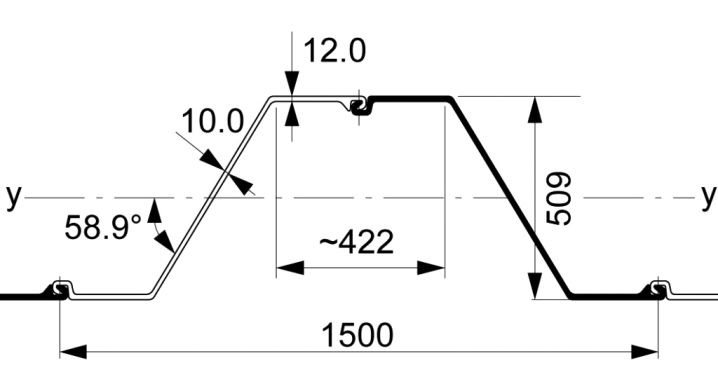
Tvary profilov, ktoré môže mať jazyk Larsen, sú veľmi rôznorodé: ploché, hranaté, žľabové, I-nosníky, Z, S, kombinované, vystužené atď.

Najbežnejší je profil v tvare koryta. Plochý pero sa používa v prípadoch, keď kotvenie nie je použiteľné, ako aj pri oplotení oblých plôch. Na spojenie pilót sa používajú špeciálne rohové prvky. V niektorých prípadoch sa vyrábajú minihmoždinky. Výber profilu sa vykonáva v závislosti od úloh a na základe projektu.

Plastové hromady
V posledných rokoch sa spolu s oceľou čoraz viac používajú plastové hmoždinky Larsen. Na ich výrobu sa spravidla používa polyvinylchlorid (PVC). Technologický postup takýchto profilov sa nazýva extrúzia. Jeho podstata spočíva v pretláčaní mäkkého polyméru (zlúčeniny - "surového" PVC) cez otvory danej veľkosti a tvaru (extrudér). Nevyhnutnou podmienkou pre túto operáciu je ohrev na teplotu 80 - 120C.


Zloženie surového PVC, ktoré zahŕňa:
- farbiace zložky (najčastejšie sa na získanie bielej a hnedej farby používa oxid titaničitý a oxid železa);
- pomocné látky, ktoré zabezpečujú mazanie - možnosť neobmedzeného prechodu zmesi medzi kovovými povrchmi extrudéra;
- plnivá zavedené do kompozície zlúčeniny na úpravu fyzikálnych a mechanických vlastností;
- zmäkčovadlá, pomocou ktorých je zabezpečená odolnosť voči negatívnym teplotám a zvýšenie elasticity;

V porovnaní s oceľovými štetovnicami sa plastové výrobky vyznačujú:
- odolnosť proti korózii;
- nízka hmotnosť, vďaka čomu sa znižujú náklady na prepravu a inštalačné práce;
- nízke náklady na profil;
- odolnosť voči sezónnym zmenám teploty;
- elektrická neutralita;
- atraktívny vzhľad, ktorý vám umožňuje používať profil v krajinnom dizajne.

Medzi nevýhody patrí:
- vysoký koeficient tepelnej rozťažnosti (pri nedodržaní tepelných medzier existuje riziko zničenia konštrukcie);
- nižšie hodnoty pevnosti v porovnaní s oceľou;
- relatívne nízka odolnosť voči ultrafialovému žiareniu.
Podľa tvaru hradu
Okrem profilu sa pilóty s perom a drážkou klasifikujú podľa tvaru zámku. Okrem toho existujú ďalšie hromady, ktoré nemajú zámky, ako aj úpravy, ktoré používajú zváranie. Tieto profily je možné navzájom kombinovať, aby sa zabezpečilo pevnejšie spojenie. V krajinách bývalého ZSSR sa rozšírili štetovnice ruskej, ukrajinskej výroby, ako aj dodávané z európskych štátov. Dnes sú najčastejšie tri typy: L4, L5, L5-UM.

L4
|
Typ jazyka |
Stupeň materiálu |
Užitočná šírka, mm |
Hmotnosť bežného metra, kg |
Hmotnosť na meter štvorcový, kg |
Pevnosť steny, kN / m |
Prevalencia na trhu |
|
L4 |
St3kp, 16HG * |
405 |
74 |
182,7 |
517 |
vysoká |
- L5
|
Typ jazyka |
Stupeň materiálu |
Užitočná šírka, mm |
Hmotnosť bežného metra, kg |
Hmotnosť na meter štvorcový, kg |
Pevnosť steny, kN / m |
Prevalencia na trhu |
|
L5 |
St2kp, 16HG * |
420 |
100 |
216,4 |
696 – 800 |
veľmi vysoko |
- L5-UM
|
Typ jazyka |
Stupeň materiálu |
Užitočná šírka, mm |
Hmotnosť bežného metra, kg |
Hmotnosť na meter štvorcový, kg |
Pevnosť steny, kN / m |
Prevalencia na trhu |
|
L5-UM |
St3sp |
500 |
113,88 |
227,8 |
835 |
dosť vysoko |
* Oceľ 16HG - nízkolegovaná oceľ s obsahom cca 0,16% uhlíka, 1% mangánu a kremíka, zvyšok tvorí železo a nečistoty; mechanické a prevádzkové vlastnosti sú blízko St3kp.
Metódy potápania
Stavba štetovnicového plotu začína posúdením staveniska, najmä prítomnosti geologických rizík. Potom sa vykoná projekt, na základe ktorého sa pomocou špecializovaných programov vykonávajú matematické výpočty. Toto povoľuje:
- vypočítajte požadovanú časť hromady;
- určiť požadovanú hĺbku ponoru;
- dať odporúčania na prijatie dodatočných opatrení (podľa potreby).


Pri navrhovaní plotu sa zvyčajne používa metóda pôdnej rovnováhy, berúc do úvahy zaťaženie, ktoré naň pôsobí vo vnútri a vonku, pretože tlaková rovnováha je počas výkopu narušená.
Pri výpočte štetovníc sa používa Blum-Lomeyerova metóda (graficko-analytická metóda), ktorá berie do úvahy aktívny a pasívny tlak zeminy a vody, hĺbku jamy a vertikálny rozmer štetovníc.
Okrem toho máme nevyhnutne na mysli typ štetovnicových stien, ktoré môžu mať dva typy konštrukcie:
- Kotva;
- bezkotvový.

V prípade použitia štetovnicových stien typu kotva by mal byť bod obratu pilóty umiestnený na dne výkopu, pri nekotvovom type, v mieste, kde sa bude inštalovať vzpera pre kotvu.
Hodnota hĺbky ponorenia hromady závisí od kvality pôdy: v prítomnosti bahnitej, piesčitej, hlinitej látky sa tento parameter odoberá z 2 metrov, pre husté pôdy - od 1 metra. Ako vodiaci dokument sa používa norma STP 139 - 99 vyvinutý inštitútom Gipromoststroy.
Po výpočte je opísaná technológia ponorenia. Inštaláciu hromady je možné vykonať tromi spôsobmi:
- odsadením;
- šoková metóda;
- pomocou vibračných zariadení.

Podstatou prvej metódy je zavádzanie hromád do pôdy pomocou statického stláčania pomocou špecializovaných zariadení. Táto metóda je najmenej produktívna, ale uznávaná ako najbezpečnejšia a najšetrnejšia (bez hluku a vibrácií).
Druhá metóda je naopak veľmi účinná, existujú však škodlivé faktory: vysoké vibrácie a hlukové pozadie, ktoré vytvára nebezpečenstvo pre komunikácie, ktoré sa môžu nachádzať v blízkosti miesta výkonu práce, preto sa odporúča predvŕtať „vodiča“. „studne.

Vibračné ponorenie (často v kombinácii s eróziou) by sa malo používať na miestach s hustou zástavbou, ako aj v prítomnosti voľnej pôdy nasýtenej vodou. Podstatou metódy je znížiť vibrátor kvôli jeho hmotnosti a amplitúde vibrácií. Vykonávanie prác na inštalácii štetovníc je upravené príslušnými dokumentmi. Poradie práce zahŕňa niekoľko operácií.
- Označenie polohy hromád na zemi.
- Inštalácia (upevnenie) vibrátora na hromadu.
- Upevnenie jazyka pomocou kábla.
- Umiestnenie hromady do vodiča.
- Spustenie štetovnice do zeme do vopred stanovenej hĺbky.
Prepravu štetovníc je možné realizovať akýmikoľvek prostriedkami s vhodnou nosnosťou.
Dôležitou podmienkou je potreba ich spoľahlivého upevnenia - na tento účel sa používajú tesnenia. Hromady je možné skladovať v skladoch aj vonku.
Ako extrahovať?
Demontáž pilót nie je povinná operácia - v niektorých prípadoch sú „pochované“ v konštrukcii. Napriek tomu môže ťažba štetovníc často priniesť hmatateľné ekonomické výhody, pretože v tomto prípade sa predpokladá ich opätovné použitie.
Na vykonanie práce bola vyvinutá technológia založená na použití vibrácií. Súčasne sa výrazne znížia trecie sily vznikajúce na bočnom povrchu pera. V niektorých prípadoch (na ľahkých piesočnatých pôdach, s krátkymi pilótami) je možné hĺbiť štetovnice len pomocou žeriavu.

Čo je Larsen pero a drážka, pozrite si video nižšie.






Komentár bol úspešne odoslaný.