Prehľad a žíhanie medených podložiek

Revízia a žíhanie medených podložiek je veľmi dôležitou témou v modernej technickej oblasti. Veľký význam má prehľad sád tesniacich podložiek 10x14x1 mm a iných rozmerov. Je veľmi užitočné vedieť, ako ich žíhať, ako aj to, aké sú základné požiadavky na existujúcu GOST.
Popis a účel
Na zlepšenie spoľahlivosti a stability skrutkových spojov sa praktizuje použitie rôznych tesniacich prvkov. Výber materiálu pre podložku je určený tým, aké dopady bude mať spojenie. Medená podložka je najvhodnejšia tam, kde sú neustále alebo prerušovane zvýšené teploty a tlaky. Preto je široko používaný v strojárskom priemysle pri montáži mechanizmov určených pre vysoký tlak. V prvom rade hovoríme o palivových a hydraulických zariadeniach.


Atraktívnosť medených podložiek pre podložku na reťazovú pílu a pre vypúšťaciu zátku automobilu je tiež spojená s:
- vysoká chemická odolnosť ich materiálu v agresívnom prostredí;
- vynikajúca odolnosť proti korózii;
- zachovanie tesniacich funkcií pri pôsobení zvýšených teplôt, ako aj pri výrazných výkyvoch tepelného režimu;
- odolnosť proti vibráciám;
- pevnosť a stabilita základných vlastností pri výraznom tlaku.

Takéto upevňovacie prvky je možné použiť aj v automobilových mechanizmoch, ktorých všetky časti sa neustále zahrievajú, pričom sú stále navlhčené. Táto vysoká miera zodpovednosti znamená, že tieto podložky spĺňajú veľmi náročné požiadavky. Kľúčový význam má súlad s GOST špecifikovanými pre konkrétny typ výrobku. Informácie o zhode nájdete na originálnom balení súpravy a na sprievodnom certifikáte kvality. Dosiahnutie požadovaných vlastností závisí predovšetkým od vlastností vstupnej suroviny.

Spôsob, akým podložky vyzerajú, je jasne popísaný v GOST 18123-82. Podľa tejto normy by na povrchu nemali byť žiadne odchýlky od hladkého tvaru. Nie sú povolené žiadne otrepy alebo praskliny. Normám nevyhovujú ani podložky so známkami korózie alebo s kovovými odkvapmi. Drsnosť viac ako 3,2 mikrónov tiež umožňuje neprijať produkt.
Proces kontroly zahŕňa predovšetkým vizuálnu kontrolu. V prípade potreby sa vykoná presná štúdia pomocou lupy. Drsnosť sa posudzuje podľa indikátorových noriem v súlade s GOST 9378-75 alebo pomocou špecializovaných meracích prístrojov.
Niekedy je medená podložka potiahnutá špeciálnou práškovou vrstvou, ktorá poskytuje dodatočnú odolnosť proti korózii. Tento náter je regulovaný GOST 9.302-79.

Vlastnosti výroby
Štrukturálne môžu sady medených podložiek predstavovať kolekciu okrúhlych, niekedy obdĺžnikových diskov. Jasne sa líšia kategóriami presnosti. Štandardná úroveň presnosti je B, zvýšená úroveň presnosti je A. V súčasnosti používaná technológia zahŕňa výrobu medených podložiek rezaním alebo vytláčaním z kovu. Počiatočnými prvkami môžu byť plechy alebo dosky.

Tesniaci výrobok musí byť žíhaný a potom vyčírený. Nesmie mať škrabance a priehlbiny. Tiež by nemali byť žiadne zárezy, ktoré by bránili fungovaniu práčky. Úlohou žíhania je zvýšiť plasticitu kovu, vďaka čomu je vylúčená deformácia dielu s poklesom teploty.
Na výrobu podložiek sa najčastejšie používajú medené triedy M1, M2, M3. Spomedzi nich je M3 najlepšou voľbou. Je pravda, že kov môže byť nahradený v závislosti od nuancií budúcej prevádzky.
V niektorých prípadoch sa používajú exotickejšie druhy medi, ktoré obsahujú malé množstvo kyslíka a fosforu.

Žíhanie sa vykonáva priamo vo výrobe, ale ak sa výrobok skladuje dlhší čas, budete musieť postup zopakovať.

Materiálové triedy
Oficiálne označenie medenej podložky vždy indikuje prítomnosť práškových náterov. Výrobky triedy P29 sú pozinkované a pasivované. Značka P34 znamená, že výrobok je iba pasivovaný. V prípadoch, keď norma stanovuje viac ako jednu triedu presnosti, sú jej označenia umiestnené na samom začiatku značky. Zloženie označenia zahŕňa:
- druh vykonania;
- časť vlákna;
- hrúbka dielu;
- chemická značka;
- podmienený index;
- hrúbka použitého povlaku;
- aplikovaný štandard.
Existujú také základné normy:
- GOST 10450-78 (malé výrobky)

- GOST 6958-78 (zväčšené podložky)

- GOST 11371 (ploché konštrukcie)

- GOST 19752-84 (ploché tesnenia vyrobené z kovu na tesnenie)

- DIN 7603 A (tesniace medené krúžky).


Medeno-hliníková podložka má špeciálnu značku - SHAM. Existujú rozdiely v priemere. Ďalšie značky:
- DIN 125 (základná)

- DIN 433 (úzky, na podšívku)

- DIN 7349 (pre pružinové kolíky)

- DIN 988 (podpora, na nastavenie)
- WIDE (typ tela).

Ako správne žíhať
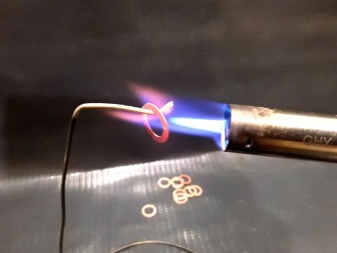
Oplatí sa vypaľovať medené podložky pod dýzy už len na zmiernenie vnútorných napätí, ktoré sa nevyhnutne objavujú pri spracovaní materiálu vo výrobe. Je však veľmi dôležité tento postup jasne dodržiavať. Proces sa vykonáva pri zahriatí na 700 stupňov. Potom sú diely plynulo ochladzované prirodzeným spôsobom pri normálnej teplote, až kým nevychladnú na +25 stupňov Celzia.
Tepelné spracovanie sa vykonáva pomocou zváracieho horáka. Plameň sa v ňom zapáli pomocou kyslíka a acetylénu dodávaného z rôznych fliaš. Ďalšia dôležitá nuansa - sú potrebné rukavice a okuliare. V blízkosti miesta výkonu práce by mal byť hasiaci prístroj. Po pripojení hadíc k valcom je potrebné otvoriť acetylénový ventil na horáku o 50%. Po zapálení plynu počkajte, kým sa neobjaví oranžovo-červený plameň.

Potom sa kyslíkový ventil otvorí, kým sa neobjaví modrý plameň. V tejto chvíli sú podložky spálené. Oheň smeruje na puk a smeruje pozdĺž povrchu, čím sa dosiahne čerešňovočervená žiara. Potom ihneď zatvorte oba plynové ventily. Potom, ako už bolo spomenuté, budete musieť nechať výrobky vychladnúť.

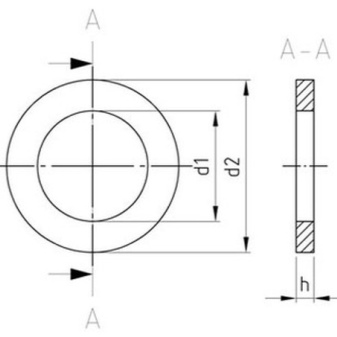
Rozmery (upraviť)
Rozmery medených podložiek sa značne líšia podľa platnej výrobnej normy a oblasti použitia. V domácej praxi existujú tieto základné rozmery:
- tesniace podložky pre KAMAZ 6x12x1 (1,5), 8x12x1,0;
- tesnenie pre olejové potrubia KAMAZ a MAZ 8x12x1,5, 9x15x0,7;
- pre vstrekovače KAMAZ 9,7x17,5x1,5;
- pre palivové potrubia 10x16x1,0 (1,5).
Dobrým príkladom výrobkov s hrúbkou 1 mm je modifikácia 10x14x1. Presné rozmery budú 10,3x14,6x1,0. Jeden exemplár váži 0,67 g Uvoľnenie podložiek 10x14 sa vyrába minimálne v sériách 10 kusov.
Dôležité: iba ruskí výrobcovia sa snažia presne dodržiavať tieto rozmery.

Produkt je obľúbený aj s rozmermi 5x10x1, ako aj 10x12x1, 38x52x3. Produkty kategórie M10 vrátane M10x14 sa líšia:
- s priemerom 10 mm (nie bez dôvodu uvedeného v označení);
- hmotnosť 3 gramy;
- s vnútorným priemerom 20 mm.


Nakoniec sú na trhu žiadané medené podložky v nasledujúcich veľkostiach:
- M8;
- M12;
- M14;
- M16.

Podrobný postup žíhania medených podložiek je uvedený v nasledujúcom videu.













Komentár bol úspešne odoslaný.