Klasifikácia a výber zváracieho drôtu

Zváracie práce môžu byť automatické aj poloautomatické a môžu sa vykonávať s rôznymi materiálmi. Aby bol výsledok procesu úspešný, má zmysel použiť špeciálny zvárací drôt.


Čo to je a na čo to je?
Plniaci drôt je kovové vlákno, zvyčajne navinuté na cievke. Definícia tohto prvku naznačuje, že prispieva najmä k vytvoreniu pevnejších švov bez pórov a nerovností. Použitie filamentu zabezpečuje výrobu s minimálnym množstvom šrotu, ako aj s nízkou úrovňou tvorby trosky.
Zariadenie je upevnené v podávači, po ktorom je drôt dodávaný do oblasti zvárania buď v automatickom alebo poloautomatickom režime. V zásade sa dá podávať aj ručne jednoduchým vyvalením cievky.
Požiadavky na prídavný materiál nesúvisia len s kvalitou, ale aj s vhodnosťou dielcov na spracovanie.
Prehľad druhov
Klasifikácia zváracieho drôtu sa vykonáva v závislosti od charakteristík, vlastností a úloh, ktoré sa majú vykonať.
Podľa dohody
Okrem drôtov na všeobecné použitie existujú aj odrody pre špeciálne podmienky zvárania. Ako možnosť kovový závit môže byť navrhnutý pre postup s núteným vytvorením zvaru, pre prácu pod vodou alebo s použitím technológie kúpeľa. V týchto prípadoch musí mať drôt buď špeciálny povlak, alebo špeciálne chemické zloženie.

Podľa štruktúry
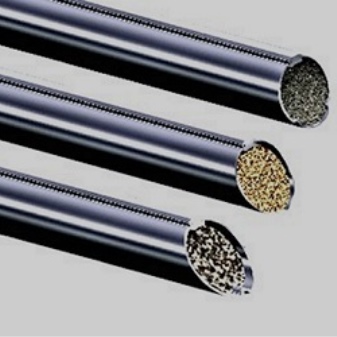
Podľa štruktúry drôtu je obvyklé rozlišovať pevné, práškové a aktivované odrody. Pevný drôt vyzerá ako kalibrované jadro pripevnené k cievkam alebo kazetám. Možné je aj ukladanie v radoch vo zvitkoch. Niekedy sú tyče a pásy alternatívou k takémuto drôtu. Tento typ sa používa na automatické a poloautomatické zváranie.
Drôt s tavivom vyzerá ako dutá trubica naplnená tavivom. Naopak, nemal by sa používať na poloautomatických strojoch, pretože ťahanie nite je ťažké. Okrem toho by pôsobenie valčekov nemalo premeniť okrúhlu rúrku na oválnu. Aktivovaný film je tiež kalibrované jadro, ale s pridaním komponentov používaných pre drôty s tavivom. Napríklad sa môže ukázať ako tenká vrstva.

Podľa typu povrchu
Zváracia fólia môže byť pomedená a nepomedená. Vlákna potiahnuté meďou zlepšujú stabilitu oblúka. Stáva sa to preto, že vlastnosti medi prispievajú k lepšiemu prívodu prúdu do zóny zvárania. Okrem toho sa zníži odpor posuvu. Nepomedený drôt je lacnejší, čo je jeho hlavná výhoda.
Nenatieraná niť však môže mať leštený povrch, čo z nej robí akýsi medzičlánok medzi dvoma hlavnými odrodami.

Podľa zloženia
Je dôležité, aby chemické zloženie drôtu zodpovedalo zloženiu materiálov, ktoré sa majú spracovať. Preto V tejto klasifikácii existuje veľké množstvo typov plniacich vlákien: oceľové, bronzové, titánové alebo dokonca legované, pozostávajúce z niekoľkých prvkov.

Podľa počtu legujúcich prvkov
Opäť platí, že v závislosti od množstva legujúcich prvkov môže byť zvárací drôt:
- nízkolegované – menej ako 2,5 %;
- stredne legované - od 2,5% do 10%;
- vysoko legované - viac ako 10%.
Čím viac legovaných prvkov je v zložení, tým lepšie sú vlastnosti drôtu. Zlepšuje sa tepelná odolnosť, odolnosť proti korózii a ďalšie ukazovatele.


Podľa priemeru
Priemer drôtu sa volí v závislosti od hrúbky prvkov, ktoré sa majú zvárať. Čím menšia je hrúbka, tým menší by mal byť priemer. V závislosti od priemeru sa určuje aj parameter pre veľkosť zváracieho prúdu. Preto s týmto indikátorom menším ako 200 ampérov je potrebné pripraviť zvárací drôt s priemerom 0,6, 0,8 alebo 1 milimeter. Pre prúd, ktorý nepresahuje 200-350 ampérov, je vhodný drôt s priemerom 1 alebo 1,2 milimetra. Pre prúdy od 400 do 500 ampérov sú potrebné priemery rovnajúce sa 1,2 a 1,6 milimetra.
Platí tiež pravidlo, že pre čiastočne automatický proces realizovaný v ochrannom prostredí je vhodný priemer 0,3 až 1,6 milimetra. Na vytvorenie zváracej elektródy je vhodný priemer v rozmedzí od 1,6 do 12 milimetrov. Ak je priemer drôtu 2, 3, 4, 5 alebo 6 mm, potom sa prídavný materiál môže použiť na tavenie.


Označovanie
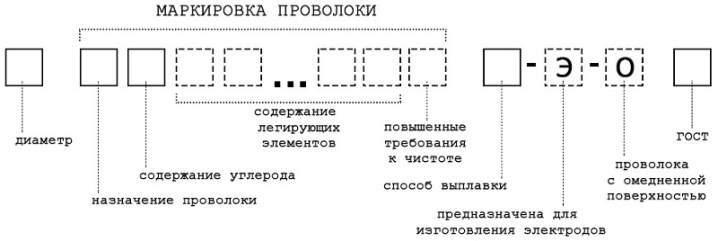
Označenie zváracieho drôtu sa určuje v závislosti od triedy materiálu, ktorý vyžaduje zváranie, ako aj od pracovných podmienok. Označuje sa v súlade s GOST a TU. Pre aby ste pochopili, ako sa dekódovanie vykonáva, môžete zvážiť príklad značky drôtu Sv-06X19N9T, ktorý sa často používa pri elektrickom zváraní, a preto je veľmi obľúbený. Kombinácia písmen "Sv" označuje, že kovový závit je určený len na zváranie.
Za písmenami nasleduje číslo označujúce obsah uhlíka. Čísla "06" označujú, že obsah uhlíka je 0,06 % z celkovej hmotnosti výplňového materiálu. Potom môžete vidieť, aké materiály sú zahrnuté v drôte a v akom množstve. V tomto prípade je to "X19" - 19% chrómu, "H9" - 9% niklu a "T" - titán. Keďže vedľa označenia titánu nie je žiadna číslica, znamená to, že jeho množstvo je menšie ako 1%.
Populárni výrobcovia
V Rusku sa vyrába viac ako 70 značiek plniaceho drôtu. Produkty značky Bars vyrába spoločnosť Barsweld, ktorá pôsobí od roku 2008. Sortiment zahŕňa nerezové, medené, tavidlo, pomedené a hliníkové drôty. Výplňový materiál sa vyrába pomocou inovatívnych technológií. Ďalším ruským výrobcom kovových závitov je InterPro LLC. Výroba sa vykonáva na talianskom zariadení s použitím špeciálnych dovážaných mazív.
Zvárací drôt je možné vyrábať aj v ruských podnikoch:
- LLC SvarStroyMontazh;
- Závod na zváranie materiálov Sudislavl.


Čínske podniky sú široko zastúpené na trhu s výplňovými materiálmi. Ich hlavnou výhodou je kombinácia priemerných cien a dobrej kvality. Hovoríme napríklad o čínskej spoločnosti Farina, ktorá vyrába drôty na prácu s uhlíkovými a nízkolegovanými oceľami. Ďalší čínski výrobcovia zahŕňajú:
- Deka;
- Bizon;
- AlfaMag;
- Yichen.


Ako si vybrať?
Pri výbere výplňového materiálu je potrebné vziať do úvahy dve základné pravidlá. Ako už bolo spomenuté, je dôležité, aby zloženie drôtu bolo čo najviac podobné zloženiu častí, ktoré sa majú zvárať. Napríklad pre železné kovy a zliatiny medi sa použijú rôzne variácie. Odporúča sa zabezpečiť, aby kompozícia bola, ak je to možné, bez síry a fosforu, ako aj bez hrdze, farby a akejkoľvek kontaminácie.
Druhé pravidlo súvisí s teplotou topenia: pre plniaci materiál by mal byť o niečo nižší ako pre spracované produkty. Ak sa ukáže, že teplota topenia drôtu je vyššia, časti sa spália. Tiež stojí za to uistiť sa, že drôt sa rozprestiera rovnomerne a bude schopný úplne vyplniť šev.Priemer plniva musí zodpovedať hrúbke kovu, ktorý sa má zvárať.
Mimochodom, materiál drôtu musí zodpovedať materiálu vložky.

Tipy na použitie
Skladovanie plniaceho drôtu nie je možné v podmienkach vysokej vlhkosti. Výplňový materiál v originálnom balení je možné skladovať pri teplote 17 až 27 stupňov, pri vlhkosti 60 %. Ak teplotný rozsah stúpne na 27-37 stupňov, potom maximálna relatívna vlhkosť naopak klesne na 50%. Rozbalené priadze môžu byť použité v dielni 14 dní. Drôt však bude potrebné chrániť pred nečistotami, prachom a ropnými produktmi. Ak sa zváranie preruší na viac ako 8 hodín, kazety a kotúče budú musieť byť chránené plastovým vreckom.
Okrem toho použitie výplňového materiálu vyžaduje predbežný výpočet miery spotreby. Najvýhodnejšie je naplánovať spotrebu drôtu na meter napájanej prípojky. Robí sa to podľa vzorca N = G * K, kde:
- N je norma;
- G je hmotnosť povrchovej úpravy hotového švu, dĺžka jedného metra;
- K je korekčný faktor, ktorý sa určuje v závislosti od hmotnosti naneseného materiálu na spotrebu kovu potrebnú na zváranie.


Ak chcete vypočítať G, musíte vynásobiť F, y a L:
- F - znamená plochu prierezu spojenia na jeden meter štvorcový;
- y - je zodpovedný za hustotu materiálu použitého na výrobu drôtu;
- namiesto L sa používa číslo 1, pretože spotreba sa počíta na 1 meter.
Po vypočítaní N sa ukazovateľ musí vynásobiť K:
- pre spodné zváranie sa K rovná 1;
- s vertikálou - 1,1;
- s čiastočne zvislou - 1,05;
- so stropom - 1.2.

Stojí za zmienku, že nechceme vykonávať výpočty podľa vzorca, na internete nájdete špeciálnu kalkulačku na spotrebu zváracích materiálov. Podávač drôtu sa zvyčajne skladá z elektromotora, prevodovky a valčekového systému: podávacích a prítlačných valčekov. Môžete to urobiť sami alebo si kúpiť hotové zariadenie. Tento mechanizmus je zodpovedný za prepravu prídavného materiálu do zóny zvárania.
Treba tiež poznamenať, že drôt na zváranie plynom s acetylénom musí byť bez hrdze alebo oleja. Teplota topenia musí byť rovnaká alebo nižšia ako teplota topenia spracovávaného materiálu.
Ak nie je možné nájsť zvárací drôt vhodného zloženia, možno ho v niektorých prípadoch nahradiť pásikmi materiálu rovnakej kvality ako spracovávaný materiál. Požiadavky na kovové vlákno na zváranie oxidom uhličitým sú podobné.


V ďalšom videu nájdete porovnávací test zváracieho drôtu 0,8 mm.













Komentár bol úspešne odoslaný.