Opis a druhy oceľového drôtu

Oceľový drôt je považovaný za jeden z najbežnejších kovových materiálov v priemysle. Je zároveň základom pre výrobu širokej škály predmetov a zároveň môže byť použitý na samostatné použitie. Existuje veľa druhov takéhoto drôtu - budeme o nich diskutovať v našej recenzii.



Vlastnosti a vlastnosti
Vo svojej najvšeobecnejšej forme je drôt kovová ohybná kovová tyč, spravidla valcového tvaru. Používa sa na odolávanie zvýšenému mechanickému namáhaniu, ako aj na prenos televíznych a zvukových signálov a elektriny. Oceľový drôt môže byť plný, splietaný alebo spletený. Vo väčšine prípadov sa vykonáva so zaobleným prierezom, o niečo menej často sa vyrába v štvorcových, šesťhranných, obdĺžnikových a niektorých ďalších tvaroch.



Oceľový drôt patrí do kategórie konštrukčných výrobkov, je široko používaný pri výrobe výrobkov z oceľových kordov, oceľových lán, metalizovaných sietí, pružín, ako aj rôznych vykurovacích telies pre elektrické pece. Kovania (matice, skrutky a nity) sú vyrobené z drôtu - v tomto prípade je výroba založená na technike hláv za studena.
Drôt má štandardne zaoblené hrany. Podobná páska sa používa pri výrobe píl na drevo a kov, ako aj puzdier, reťazí bicyklov a motocyklov.

Hlavnými odberateľmi oceľového drôtu a tovaru z neho sú oblasti ako kovoobrábanie a strojárstvo, tovar sa nakupuje pre potreby stavebníctva, chemického, petrochemického priemyslu, hutníctva železných a neželezných kovov. Najrozšírenejší drôt je vyrobený z nízkouhlíkovej oceľovej zliatiny, ide o pokovovaný dlhý výrobok s nízkym obsahom uhlíka. Vďaka týmto technickým vlastnostiam sa získa produkt so zvýšenou pevnosťou v kombinácii s dobrou ťažnosťou.


Ak sa na oceľový drôt na všeobecné použitie dodatočne nanesie vrstva zinku, získa odolnosť proti korózii. Preto pozinkovaný drôt sa používa v podmienkach vysokej vlhkosti, pričom si po dlhú dobu zachováva svoje počiatočné fyzikálne a prevádzkové vlastnosti. V súlade s aktuálnym GOST 3282-74, vypálený oceľový drôt sa stáva mäkším.
Táto vlastnosť umožňuje jeho použitie na vykonávanie výstužných prác, ako aj zaradenie výrobku do technologického procesu pletenia výstuže, balenia možného tovaru a výroby rôznych dielov. Drôt najvšeobecnejšieho účelu je viac žiadaný medzi všetkými ostatnými typmi drôtu.


Výroba
Uvoľňovanie oceľového drôtu sa vykonáva ťahaním drôteného drôtu na špecializovanom zariadení s ďalším vypaľovaním v špeciálnej peci alebo bez nej.
Proces preťahovania a ťahania nie je z technického hľadiska obzvlášť náročný. Ako pracovná surovina sa používa lisovaný valcovaný drôt, všetky manipulácie sa vykonávajú na ťažných strojoch. V porovnaní s valcovaním kovov má táto operácia mnoho výhod:
- automatizovaná prevádzka stroja poskytuje zvýšený výkon;
- Kreslenie vám umožňuje získať produkty dokonale pravidelný tvar s čistým a vyrovnaným povrchom - vďaka tomu sa stupeň následného spracovania výrazne zníži a samotný drôt získa zlepšené mechanické vlastnosti.


Vo všeobecnosti výroba krúteného oceľového drôtu zahŕňa niekoľko krokov.
- V tomto štádiu sa vykonáva leptanie, hlavnou úlohou je odstrániť povrchovú vrstvu kovu a šupiny, ktoré môžu prekážať pri kreslení. Príprava povrchu sa vykonáva odmasťovaním, brúsením, leštením a mechanickým rezaním vyradených plôch. Pretože v šupke môžu byť prítomné zložité chemické zlúčeniny, valcovaný drôt sa ošetrí kyslými roztokmi zahriatymi na 50 stupňov. Potom sa obrobok umyje a vysuší pri zahriatí na 75-100 stupňov v špeciálnych sušiacich komorách.
- V tejto fáze existuje tepelné spracovanie, ktorého účelom je urobiť kovový obrobok mäkším, zbavený vnútorných pnutí. Na tento účel sa materiál zahreje, nejaký čas sa udržiava a ochladí. V dôsledku toho sa vlastnosti ocelí výrazne menia a proces ťahania drôtu a vypaľovania je uľahčený.
- Ďalej sa pomocou kladiva oceľové predvalky vyrovnávajú a vyrovnávajú. Týmto spôsobom je možné pripevniť kov na bubon ťažného stroja, aby mohol prejsť cez matricu.
- V tomto štádiu, priamo kreslenie... Na tento účel sa spracované a ploché suroviny ťahajú na stroji najvyššou možnou rýchlosťou cez zužujúci sa kanál. V závislosti od množstva ťahaného drôtu môže byť tento proces jednovláknový alebo viacvláknový.
- V záverečnej fáze vykonajte výkon pálenie - hlavnou úlohou týchto manipulácií je minimalizovať napätie po ťahaní kovu. Oceľ sa stáva elastickou, odolnou v ťahu a tuhou, zároveň poddajnou na predĺženie a skrútenie, zlepšujú sa parametre ako odpor a hmotnosť 1 meter.

Existujú dva typy tepelného spracovania.
- Ľahká streľba - vykonáva sa v peci naplnenej inertným plynom. Vďaka tomu kov nepodlieha oxidácii a netvorí sa na ňom vodný kameň. Hotové výrobky získavajú svetlý odtieň a veľmi pôsobivé náklady.
- Čierna streľba - v tomto prípade sa používa najjednoduchšia atmosféra, na povrchu hotových výrobkov sa tvorí vodný kameň, preto získava tmavú farbu. Náklady na takýto drôt sú oveľa nižšie ako náklady na ľahký drôt.


Vzhľadom na to, že oceľová zliatina patrí do kategórie kovov, ktoré rýchlo korodujú, je galvanizácia často zaradená do výrobného cyklu. Najkvalitnejší a najkvalitnejší drôt je vyrobený technikou žiarového zinkovania, pretože tým je zabezpečená maximálna priľnavosť zinku priamo k drôtu.
Hotové výrobky na výstupe sa neboja hrdze a zároveň majú zvýšenú úroveň ochrany pred takými nepriaznivými vonkajšími faktormi, ako je pôsobenie ultrafialových lúčov, vietor a teplotné výkyvy. Okrem toho je pozinkovaný oceľový drôt oveľa ťažnejší ako nepozinkovaný, a tým aj odolnejší. Potom sa výrobky rozrežú na kúsky a označia.

V súlade s GOST 3282–74 sa oceľový drôt vyrába z ocele v súlade so súčasnou normou No1050. Hotový drôt s prierezom 0,5 až 6 mm, ktorý neprešiel tepelným spracovaním, na výstupe musí vydržať najmenej 4 ohyby bez narušenia celkovej integrity a zničenia kovovej konštrukcie. Na povrchu výrobku nepotiahnutého zinkom technologické normy umožňujú prítomnosť malých priehlbín a škrabancov - pričom ich hĺbka by nemala byť väčšia ako 1/4 veľkosti odchýlky hotových výrobkov v priemere. Prítomnosť všetkých druhov trhlín, šupín a filmov akejkoľvek veľkosti je však prísne zakázaná.
Pozinkovaný drôt môže mať na povrchu jemný belavý povlak, ako aj trblietky - ale iba v prípade, že nezhoršujú celkovú kvalitu povlaku.Je prísne zakázané predávať a používať vo výrobnom procese oceľový drôt s nekovovými plochami a čiernymi škvrnami.
Náter by nemal praskať ani sa odlupovať, je však povolené mierne odlupovanie podobné prachu.


Klasifikácia
Podľa veľkosti a tvaru
V závislosti od veľkosti a tvaru sekcie sú všetky hotové výrobky konvenčne rozdelené do niekoľkých skupín. Prvý zahŕňa najtenšie, ktorých hrúbka nie je väčšia ako 0,1 mm. Výrobky s parametrom prierezu presahujúcim 8 mm patria do 9. skupiny. Všetky výrobky sú v súlade s normami vyrábané v okrúhlom, štvorcovom, ako aj mnohostrannom alebo tvarovanom profile.


Podľa typu povrchovej úpravy
Dokončenie drôtu vo veľkej miere poskytuje potrebné mechanické a fyzikálno-chemické parametre. Preto pre maximálnu pevnosť je drôt dodatočne kalený, vypálený a stabilizovaný. Materiál, ktorý neprešiel týmito manipuláciami, má úzko obmedzený rozsah použitia.

Podľa typu povrchu
Oceľový drôt môže byť leštený, leptaný, ako aj leštený alebo ťahaný v dôsledku predbežného sústruženia a hrubovania. Uvoľnenie drôtu je povolené bez predbežnej úpravy. Povlak môže byť kovový (pomedený, mosadzný, pozinkovaný alebo pohliníkovaný) alebo nekovový (polymérový alebo fosfátovaný, v plášti z PVC).
Výrobky bez akéhokoľvek povlaku sa zvyčajne spracovávajú pri vysokých teplotách... Výrobky spracované v tepelnej peci sa vyrábajú v čiernych alebo svetlých odtieňoch, pričom ich hrúbka sa môže pohybovať od 0,16 do 10 mm.


Podľa chemického zloženia
Oceľový drôt je vyrobený z:
- nízkouhlíková zliatina s uhlíkovou frakciou menšou ako 0,25% je potrebná na vystuženie betónových výrobkov;
- uhlíková zliatina s uhlíkovou frakciou viac ako 0,25 sa používa na výrobu pružín, ako aj drôtov a lán.
Oceľ môže byť legovaná alebo vysoko legovaná. Je povolená výroba zo zliatin so špeciálnymi fyzikálnymi a chemickými parametrami (žiaruvzdorné, korózne odolné a presné).
Určité konštrukčné prvky kladú na zliatinu špeciálne požiadavky, pokiaľ ide o obsah chemických prvkov, ako je nikel a chróm.


Podľa oblasti použitia
V závislosti od oblasti použitia sa rozlišujú nasledujúce skupiny oceľových drôtov.
- Nehrdzavejúca - vyrobené zo špeciálnej zliatiny so zvýšenými parametrami tepelnej odolnosti. Tento materiál nie je náchylný na hrdzu a oxidáciu, používa sa hlavne pri výrobe hardvérových produktov.
- zváranie - vyrábané s veľkosťou prierezu od 0,5 do 8 mm, používané hlavne na inštaláciu elektrického oblúkového zvárania.
- Rebar - ako už názov napovedá, takýto drôt je široko používaný na spevnenie železobetónových konštrukcií všetkých typov. Môžu byť bez napätia alebo pod zvýšeným tlakom. Vďaka úsekom prítomným v oceľovom materiáli je počas procesu vystužovania zaistená maximálna priľnavosť k pórobetónovému podkladu.
- Jar - prichádza do hry pri uvoľnení pružín, ktoré sa vykonáva metódou navíjania za studena, bez toho, aby boli podrobené ďalšiemu tepelnému spracovaniu.
- Lanovka - relevantné pre výrobu námorných, riečnych a iných lán. Optimálne na opletanie káblov, našiel široké uplatnenie v oblasti ich výroby.
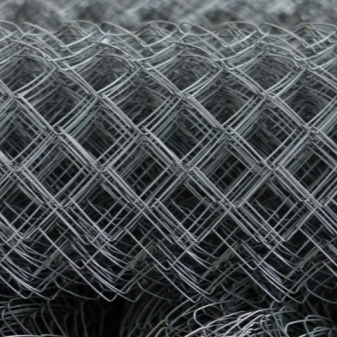
- Pletenie - vyrobené z nízkouhlíkovej ocele, vyznačujúce sa zvýšenou ťažnosťou a zároveň pevnosťou. Je všeobecne žiadaný v poľnohospodárstve a stavebníctve.

Označovanie
Stalistaya má svoje vlastné špeciálne označenie, ktoré obsahuje sadu písmen a číslic. Čierny oceľový tepelne spracovaný drôt s prierezom 0,86 mm je označený nasledovne: drôt 0,86 - O - Ch - GOST 3281-74. Drôt neupravený v tepelnej peci s prierezom 1,6 mm 2. kategórie s pozinkovaným povlakom 2. triedy je označený: drôt 1,46 - II - 2C - GOST 3281-74.
Drôt sa predáva v cievkach, pričom samotné navíjanie prebieha bez závitov, pričom sa ukladá do po sebe idúcich radov, čím sa zabezpečuje bezproblémové odvíjanie.
Jedna cievka môže obsahovať až 3 kusy, každá cievka by mala obsahovať iba jeden kus.

Informácie o tom, ako sa vyrába oceľový drôt a oceľový kord, nájdete v nasledujúcom videu.













Komentár bol úspešne odoslaný.