Všetko o nerezovom zváracom drôte

Zváranie je pohodlný a kvalitný spôsob spájania povrchov a výrobkov z rôznych kovov a ich zliatin. Tento náročný postup si však vyžaduje špeciálne vybavenie a materiály. Zvárač sa popri zváracej jednotke, drôtoch s držiakom alebo horákom, elektródach a ochranných pomôckach pri práci nezaobíde bez prídavného drôtu, napríklad nerezového, ktorý sa dobre osvedčil pri vykonávaní obzvlášť zložitých a náročných zváraní práca.


Vlastnosti a účel
Nerezový zvárací drôt je spotrebný prídavný materiál. Je rozšírený ani nie tak v domácej sfére, ako v stavebníctve a priemysle. Chemická, ropná a potravinárska výroba sa bez tohto spotrebného materiálu nezaobíde. Drôt z nehrdzavejúcej ocele na zváranie je potrebný pri vytváraní všetkých druhov priemyselných konštrukcií, dielov, ako aj pri opravách starých zariadení a konštrukcií.
Vyrába sa v súlade s GOST, čo zaručuje vysokú kvalitu výrobku, ako aj dobrý výsledok jeho používania. Tento drôt sa používa ako spotrebný materiál pri automatickom a poloautomatickom zváraní. Môže byť kontinuálny, vyžadujúci pri použití v procese zvárania ochranu plynov pomocou CO2, argónu alebo ich kombinácií.
V bezplynovej ochrane našiel svoje uplatnenie nerezový drôt s tavivom, ktorý má formu rúrky s tavivom a zložením plynu vo vnútri. Vnútorná výplň drôtu je potrebná na ochranu výsledného zvaru.

Tento produkt našiel uplatnenie ako spotrebný materiál na povrchovú úpravu. V dôsledku jeho použitia sa na povrchu vytvorí ochranný film, ktorý chráni zvar pred koróziou. A tiež nerezový drôt je základom na prípravu elektród. Proces zvárania pomocou tohto materiálu sa uskutočňuje umelým zvýšením teploty na hodnotu potrebnú na roztavenie.
Výplňový materiál je roztavený v dôsledku prítomnosti jedinečných komponentov v ňom. Počas zvárania sa drôt po roztavení nestrieka, ale rovnomerne vypĺňa švy, vďaka čomu sú pevné a čisté. V súčasnosti je zriedkavé nájsť spôsob zvárania, ktorý nepoužíva tento typ drôtu.

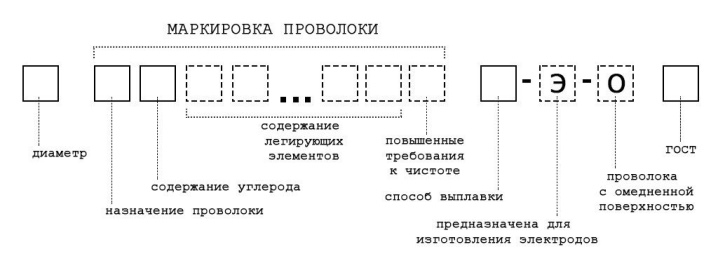
Dekódovanie značenia
Nerezový zvárací drôt sa označuje rovnako ako legovaný. Jediný rozdiel možno nazvať prítomnosťou chrómu a niklu vo veľkých množstvách v nehrdzavejúcej oceli. Pevný nerezový drôt je označený v súlade s GOST 2246-70.
Označenie môže obsahovať tieto písmená:
- A - drôt obsahuje štandardné množstvo fosforu a síry;
- AA - vyššie uvedené látky sú obsiahnuté v zníženom množstve;
- NS - výrobok bol vyrobený elektrotroskovým pretavením;
- NS - drôt sa používa na prípravu elektród;
- O - na povrchu výrobku je medený povlak, preto sa drôt používa v prípade vytvárania kritických spojení so stabilným oblúkom.
Podľa noriem GOST môže označenie oceľového drôtu obsahovať tieto označenia:
- NS - za studena valcovaný výrobok;
- T - tepelne spracované;
- NS - zvýšená presnosť výroby;
- TS - kov svetlej farby, v ktorom nie sú oxidy.


V závislosti od priemeru má 100 m drôtu z nehrdzavejúcej ocele na zváranie tieto hmotnosti:
- 0,5 mm - 0,31 kg;
- 1 mm - 0,62 kg;
- 1,5 mm - 1,4 kg;
- 2 mm - 2,48 kg.
Populárne značky
V súčasnosti je na trhu široký sortiment nerezových zváracích drôtov. Preto by ste pri výbere tohto produktu mali venovať pozornosť zloženiu. Často obsahuje stabilizátory horenia a oxidácie. Produkt obsahujúci mangán sa vyznačuje hustotou a produkt obsahujúci uhlík - nízkou plasticitou. Výber drôtu by mal byť založený na charakteristikách budúcej aplikácie.
Medzi najobľúbenejšie značky drôtu pre nehrdzavejúcu oceľ patria:
- 12X18H10T;
- Sv 07x25n13;
- Sv 06x19n9t;
- Sv 04h19n11m3.

Špičkoví výrobcovia
Náklady na nerezový zvárací drôt sú priamo ovplyvnené nielen kvalitou materiálu, prítomnosťou nečistôt, ale aj špecifikami výroby. Tento plniaci spotrebný materiál sa vyrába v mnohých európskych krajinách vrátane Ukrajiny a Ruska. V súčasnosti na trhu môžete zakúpiť produkt od nasledujúcich výrobcov:
- "SpetsElektrod";
- Ecom Plus;
- Závod na výrobu elektród Sychevsky;
- "Vadis-M";
- Frunze - elektróda;
- Lincoln Electric;
- "Oliver";
- ESAB.



Tipy na použitie
Na získanie dobrého spojenia veľa zváračov používa pri práci s nehrdzavejúcim drôtom poloautomatické stroje. Toto zariadenie chráni švy pred vonkajšími vplyvmi, automaticky podáva prídavný drôt na miesto zvárania, násilne chladí a môže byť použitý na ťažko dostupných miestach.
Pred vykonaním práce stojí za to vykonať prípravnú fázu, to znamená vykonať množstvo činností.
- Odstráňte kontamináciu z ošetreného povrchu.
- Odmastite zvar na obrobkoch.
- Odstráňte prebytočnú vlhkosť z povrchov zahriatím na 100 stupňov.

Na dosiahnutie malej hrúbky prechodového švu medzi časťami, ktoré sa majú zvárať, môžete použiť niekoľko metód zvárania:
- metóda krátkeho oblúka;
- atramentový prenos;
- univerzálna impulzná metóda.

Na dosiahnutie kvalitného výsledku práce s nerezovou prísadou musí zvárač spĺňať nasledujúce požiadavky:
- umiestnite horák do negatívneho uhla;
- poháňajte hlavu vo vzdialenosti 1,2 cm od kovového povrchu;
- tavenie drôtu by sa malo vykonávať v malých častiach, veľké kvapky by sa tu nemali používať.
Po zváraní možno niekedy pozorovať chyby. Na ich odstránenie je potrebné časti zahriať horákom a poklepať kladivom.

Zváranie nehrdzavejúceho drôtu je dôležitým atribútom, bez ktorého je ťažké si predstaviť proces zvárania. Spotrebitelia si môžu tento produkt zakúpiť v pradienku, kotúči alebo zvitku. Tento univerzálny druh suroviny má vysoké technologické vlastnosti a preto sa používa v mnohých priemyselných odvetviach a stavebníctve.
Tipy na výber drôtu na zváranie nájdete v nasledujúcom videu.













Komentár bol úspešne odoslaný.