Ako spájkovať polyetylén?

Jedným z najznámejších spôsobov spájania polyetylénu je zváranie. Táto metóda je najúčinnejšia a najpopulárnejšia. Zváranie je možné vďaka schopnosti polyetylénu vplyvom teploty meniť skupenstvo z pevného na kvapalné (termoplasticita) a pevnosti materiálu. Zváranie polyetylénového plechu (niekedy sa to nazýva celofán, je to nesprávne) sa vykonáva pod uhlom 90 ° alebo na tupo.


Spôsoby
Spojenie jednotlivých prvkov polyetylénu sa uskutočňuje ich zahriatím na teplotu topenia s paralelným stláčaním. Vrstvy sú spájkované, aby vytvorili zvarový šev. Po vychladnutí vyjde pevné jednodielne spojenie.
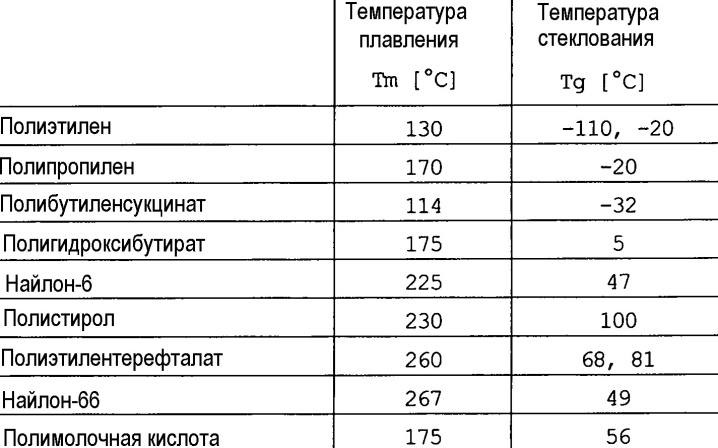
Je dôležité vedieť! Teplota topenia polyetylénu závisí od jeho hrúbky (od 30 do 200 mikrónov).
Pri zváraní fólie doma je potrebné dodržiavať technologický režim. Je celkom ľahké získať bezpečný šev. Pri vykonávaní zváracích prác je potrebné dodržiavať nasledujúce požiadavky:
- mali by sa spájať iba materiály rovnakých technických parametrov, ich chemické zloženie by sa nemalo líšiť;
- povrch je potrebné očistiť od nečistôt a nečistôt;
- správne vyberte teplotný režim: nie dostatočne vysoká zvára materiál s nízkou pevnosťou; príliš vysoká - deformuje kĺb.


Opätovné zváranie sa na starých okrajoch nevykonáva. Pre ďalšiu prácu sú orezané. Pred začatím procesu je potrebné zorganizovať pracovisko a materiál.
Aby boli zvarové švy čo najrovnomernejšie a nenápadnejšie, musíte sa k problému vážne postaviť a zvoliť si metódu spájkovania, ktorá bude pre vás pohodlnejšia a dostupnejšia.
Existujú najobľúbenejšie metódy zvárania polyetylénu.

Difúzne zváranie
Toto je jedna z najúčinnejších metód spájania polypropylénových dosiek. Táto metóda sa vykonáva na špeciálne vybavenom zváracom zariadení. Zváranie polypropylénových plechov sa vykonáva položením 2 fragmentov na jednotku a ich upevnením. Konce listov budú pritlačené k elektrickému ohrievaču. Na dosiahnutie dobrého výsledku je potrebné obliečky dlho zohrievať. Po dosiahnutí optimálnej teploty sa plechy stlačia svorkou.
Šev vytvorený zváracím zariadením bude veľmi pevný a spoľahlivý.



Dôležitou podmienkou pre túto metódu je čistota a nízka vlhkosť vzdušných hmôt v miestnosti.
Táto metóda je vhodná pre dosky akejkoľvek šírky a umožňuje spájať polypropylénové dosky do roliek. Pri veľkých objemoch bude nevyhnutné difúzne lepenie.

Zváranie extrudérom
Metóda extrúzie spájkovania polyetylénových plechov je založená na dodávke roztaveného polymérneho prídavného materiálu (polypropylénová kruhová tyč 4 mm na zváranie) do zváraného úseku pod tlakom. Táto metóda predpokladá prítomnosť špeciálnych nástrojov: extrudéra. Toto zariadenie je vybavené rôznymi nástavcami, ktoré umožňujú spájkovanie veľmi zložitých a masívnych štruktúr. Pozitívom je, že zariadenie má malé rozmery. Extrudér je vybavený automatickým prívodom ohriateho vzduchu, ktorý umožňuje zmäkčiť plechy a zabrániť prípadným defektom pri zváraní. Táto metóda predpokladá efektivitu práce, pretože v dôsledku vysokej teploty (približne 270 ° C) je pravdepodobná deformácia vnútorných vrstiev materiálu.


Pri tejto technológii nie je potrebná žiadna špeciálna miestnosť a zváranie sa vďaka kompaktnosti zariadenia vykonáva priamo na pracovisku.
Šev vyrobený pomocou extrudéra sa považuje za pevnosť 2 po zváracej jednotke. Nevýhodou tejto metódy je potreba kombinovať polypropylén rovnakej štruktúry, triedy, inak budú spoje slabé a nerovnomerné.


kontaktné zváranie
Táto metóda je jednou z najjednoduchších a najhospodárnejších, s jej pomocou sa získa vysokokvalitný spoj. Princíp spočíva v tom, že spájané polyetylénové dosky sa prekrývajú a zahrievajú prúdom horúceho vzduchu alebo horúcim klinom až na bod tavenia. Horúci vzduch sa musí zohriať na stanovené hodnoty, pri ktorých sa polyetylén začne topiť. Potom sa listy filmu spoja pomocou špeciálnych prítlačných valcov.
Princíp činnosti je podobný pre horúci klin - vykurovacie teleso. V dôsledku kontaktného zvárania fólie sa vytvorí zvarový šev, ktorý získa 80-90% pevnosti základného materiálu. Preto pomocou tejto techniky získate silný jednoduchý alebo dvojitý steh.

Používa sa aj zariadenie podobné konštrukčnému sušiču vlasov. Ohrieva fóliu horúcim vzduchom a roztaví ju.
Zariadenie je ľahké a výkonné. Ľahko sa prenáša, čo umožňuje prácu s ním v rôznych podmienkach.


Zváranie filmu pomocou spájkovačky
Doma, na spájkovanie malých kúskov polyetylénu, môžete fóliu zvárať pomocou spájkovačky. Na spájkovanie polyetylénu po modernizácii hrotu je možné použiť bežné vykurovacie zariadenie pre domácnosť s výkonom 40–60 W. Hrot je zvyčajne nahradený hliníkovou alebo medenou tyčou. Kontaktná plocha je potrebná malá: do 2 mm. Je vhodné, keď existuje polomer zaoblenia hrany, pretože je zabezpečený meraný pohyb nástroja.

Dobre nabrúsený hrot uľahčuje proces zvárania: materiál je utesnený a hrany sú rezané paralelne. Hotový hrot je upevnený v spájkovačke pomocou skrutky. Niekedy kvôli spoľahlivosti nie je koniec žihadla ponechaný okrúhly, je sploštený a potom namontovaný v reze. Na balenie malých sérií hardvéru sa používa domáce zváracie zariadenie, ktoré vytvára neštandardné obaly. S jeho pomocou je veľmi jednoduché vyrobiť mušľu na diaľkové ovládanie, kryt na zariadenie.
Spájkovanie úlomkov filmu obyčajným bodnutím je nepríjemné, pretože existuje veľmi veľká kontaktná zóna, vytvára sa nepresný spoj s guľôčkami.

Existuje priľnavosť vyhrievaného polyetylénu, veľa prepálenia, spoľahlivosť spojenia nie je zaručená.
Jednoduchá verzia hrotu je hliníkový alebo medený plát s hrúbkou 2-3 mm. Jeden koniec je upevnený v spájkovačke a druhý je zaoblený a naostrený. Je pritlačený k filmu pod uhlom 35–45 °. Namiesto spájkovačky je možné použiť horiace zariadenie. Bol vytvorený na rovnakom princípe.

Vybavenie
Domáci priemysel vyrába špecializované stroje na zváranie polyetylénu. Cenovo najdostupnejšie z nich je elektrické zariadenie PP-40. Je veľmi podobná spájkovačke, len jej hrot vyzerá trochu inak: nejasne pripomína bežecké korčule. Pomocou tohto zariadenia je možné vykonávať vysokokvalitné zváranie v akomkoľvek priamom alebo zložitom tvare.
Existujú stroje na spájkovanie švov s dĺžkou od 500 do 1000 mm. Toto zariadenie našlo uplatnenie pri zváraní vreciek a kusového tovaru plnených potravinami. K dispozícii sú priemyselné zariadenia, ktoré dokážu zvárať švy v dĺžke od 1100 do 2500 mm. Všetky zváracie jednotky sa vyznačujú jednoduchosťou dizajnu, spoľahlivosťou v prevádzke a vytvárajú silné švy.

A tiež na zváranie fólie doma je možné použiť špecializovanú trysku, ktorá je upevnená na elektrickej žehličke.
Tento prvok je vyrobený z hliníkového plechu. Základňa hubice je rovná, v spodnej časti sú umiestnené rebrá, ktoré sú základným prvkom. Pomocou tohto nástroja budete mať 2 zvárané pásy, ktoré sú navzájom rovnobežné.
Tryska je upevnená na podrážke elektrickej žehličky pomocou špeciálnych lístkov, ktoré sa skladajú pod základňu zariadenía. Okraje dýzy sú upevnené na okraji okrajov filmu cez položený papier, po ktorom sa musí zariadenie pomaly a jemne pohybovať okolo rozhrania. V dôsledku toho sa vytvorí dvojitý šev.

Etapy práce
Zváranie fólie zahŕňa nasledujúce kroky:
- príprava povrchu zváraných prvkov
- ohrev spájkovacích plôch;
- zváranie prvkov;
- chladenie zvarového švu (zvárané prvky sú pod tlakom);
- uvoľnenie zváraných prvkov z tlaku;
- spracovanie zvarového švu.

Kontrola kvality
Kryty kontroly kvality zvárania:
- organizačná kontrola;
- prevádzková kontrola pri zváračských činnostiach;
- testovanie krátkodobej pevnosti zvarových spojov;
- kontrola celistvosti zvarových spojov a povlakov.
Zváranie musia vykonávať osoby, ktoré absolvovali školiaci program pre školenie zváračov plastov v stavebníctve a majú príslušné osvedčenia.


Ako spájkovať fóliu, pozri nižšie.













Komentár bol úspešne odoslaný.