Prehľad vodiacej skrutky

Prehľad vodiacich skrutiek je veľmi dôležitý pre rôzne mechanické systémy a aplikácie. Existujú také úpravy s maticou pre močiarne vozidlá, lichobežníkové pre zdvíhacie zariadenia a sústruhy, pre zverák, pre CNC stroje a iné typy. Líšia sa v spôsoboch upevnenia.


Na čo je to potrebné?
Vodiaca skrutka sa používa najčastejšie v obrábacích strojoch, kde sa rezajú závity. Jeho rotácia sa mení na translačný pohyb podpery v dôsledku materskej matice. Na kontrolu rýchlosti krútenia, to znamená intenzity posuvu, sa používa špeciálna skrinka. Pre prácu vodiacich skrutiek je potrebná špeciálna matica. Moderné dizajny zaručujú pohyb dielov s precíznou presnosťou.
Pokiaľ ide o vrtule pre vozidlá idúce do močiarov, v tomto prípade zohrávajú úplne inú úlohu - sú to liate veslárske konštrukcie. Závesné motory sú vybavené takýmito výrobkami. Veľkí dodávatelia majú zvyčajne značné zásoby takýchto dielov vo svojich skladoch.
Dôležitú úlohu zohrávajú aj vodiace skrutky zveráka. Všetky takéto diely sú vyrobené z vysoko kvalitnej ocele, často sú finalizované pomocou sústruhov.

Nedá sa rátať s tým, že dostanete vodiacu skrutku domov. Aj keď si môžete kúpiť jeden alebo iný model sústruhu, stále budete potrebovať ďalšie nástroje, špeciálne frézy, ktoré vám umožnia vytvárať závity požadovaných veľkostí a typov. Hlavnou úlohou skrutky je udržiavať lineárny pohyb. Veľkosť dielov má svoje obmedzenia, ktoré sú dané konštrukciou zveráka. Ale vodiace skrutky sa dajú použiť aj pre rôzne typy CNC. Tieto detaily plnia opäť najdôležitejšiu funkciu – transformáciu pohybu.
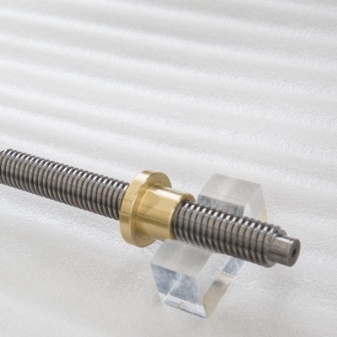
Vodiaca skrutka v moderných strojoch sa môže líšiť v rôznych prevedeniach. V domácich vzorkách sa niekedy používa závitová tyč. Dokonalejšou možnosťou je "skrutka-matica". Niekedy berú aj trapézovú skrutku, no napriek zvýšenej pevnosti je tento typ väziva dosť drahý, a preto sa používa čoraz menej. Vodiacu skrutku možno použiť aj ako súčasť zdvíhacieho mechanizmu. Spoločnými časťami sú aj podobné komponenty:
- závitový pohon v skrutkovom lise;
- lisy iných typov;
- podávače rôznych nástrojov.


Typy a vlastnosti
Popis parametrov vodiacich skrutiek je vhodné začať tým, že sa vždy používajú ako integrálna súčasť zložitejšej mechanickej reťaze. Presnosť pohybu jednotlivých častí mechanizmov závisí od ich kvality a dodržania potrebných parametrov. Najdôležitejším kritériom triedenia je prierez závitu. Vo väčšine prípadov sa používajú lichobežníkové rezy. Tento prístup umožňuje dosiahnuť oveľa vyššiu mechanickú pevnosť ako v iných prípadoch.
Ak sa dodatočne použije delená matica, potom bude možné opatrne nastaviť axiálne vôle. Príprava a brúsenie trapézových závitov je pomerne jednoduché. V mnohých situáciách však bude obdĺžnikový závit atraktívnejší. Umožňuje minimalizovať radiálne hádzanie skrutky, takže sa znižuje aj odchýlka od optimálnej dráhy.
Takýto výkon je cenný najmä v tých odvetviach techniky, kde je presnosť pohybov na prvom mieste.

Trapézový systém drážkovania je typický pre posuvné prevody. V tomto prípade sú veľmi užitočné malé profilové uhly. Najčastejšie sa používa stredný rezný krok a na špeciálne úlohy sa používajú malé a veľké. Pre relatívne presné a pomalé mechanizmy sa odporúča jemný krok. Veľké - v prípadoch, keď existuje značné zaťaženie.
Moderný priemysel obrábacích strojov čoraz viac používa "páry skrutiek". Najmä mnohé z týchto častí sa používajú v softvérovo riadených zariadeniach. V tomto prípade je vodiaca skrutka kombinovaná s maticou. Aby boli jasne spojené, používajú sa špeciálne loptičky. Dvojica skrutiek sa nemôže sama zabrzdiť; používa sa pri premene rotačného pohybu na translačný a pri zmene späť.


V spojovacích prvkoch klasického typu sa zvyčajne používa závit s jedným štartom. Všetko pozostáva z jedinej špirály, intervaly medzi otáčkami sú striktne rovnaké. Pri otáčaní matice dochádza k posunu v presne definovanej vzdialenosti. Viacchodý závit je tvorený dvoma alebo viacerými špirálami. Princíp dodržania rovnakej vzdialenosti je stále dodržaný, avšak medzi závitmi v každej špirále je väčšia medzera ako medzi závitmi z rôznych špirál.
Technické vlastnosti zariadenia, v ktorom je inštalované, závisia od materiálu a rozmerov hardvéru. Napríklad pre zdviháky bude týmto ukazovateľom celková nosnosť. Na výrobu vodiacich skrutiek sa môžu použiť nitridované ocele tried:
- 40XFA;
- 30X3VA;
- 18HGT;
- 7HG2VM.

Existujú také rozmery ako:
- 10 x 1,5;
- 10x2;
- 10x3;
- 10x4;
- 10x7;
- 10x8;
- 10x12;
- 10x14 mm (a niektoré ďalšie možnosti).
V pokračovaní rozhovoru o rozmeroch vodiacich skrutiek vyjadrených v mm stojí za zmienku model TR30x6 (ako už názov napovedá, prierez je 30 a krok rezu je 6 mm). Celková dĺžka výrobku je 3000 mm.
Môžete tiež nájsť vzory s priemerom:
- 160 mm;
- 20 mm;
- 8 mm (a niektoré ďalšie hodnoty).


Spôsoby montáže
V niektorých prípadoch sa na spevnenie konštrukcie používajú jednoduché ložiská modelu 61701 alebo ich presné náprotivky. Uťahovanie by sa malo robiť opatrne, s výberom tesnení, aby sa zabránilo zaseknutiu. Automobilové sondy sa používajú na výrobu tesnení. Lichobežníková skrutka je zaistená v ložiskovej konzole maticami vhodnej veľkosti. Presnejším a efektívnejším riešením je opracovanie koncoviek.
S guľôčkovými skrutkami je veľmi ťažké urobiť takúto manipuláciu - majú tvrdené povrchy. Bežný kov obyčajnej skrutky, najmä vďaka lichobežníkovému tvaru, je spracovaný bez problémov. V závažných prípadoch sa používa teleskopická ochrana upevňovacích prvkov podvozku. Zvyčajne sa dodáva pre každý jednotlivý model sústruhu samostatne. V prevodovkách pomáhajú špeciálne manžety chrániť vodiace skrutky.


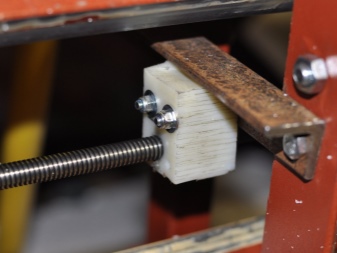
Na výrobu takýchto manžiet sa používajú starostlivo vybrané materiály so zvýšenou odolnosťou proti opotrebovaniu. Ak je výpočet a presné spracovanie vodiacej skrutky pre požadované rozmery ťažké, budete musieť použiť špeciálne hotové súpravy. Pri vlastnej výrobe spojovacích prvkov budete musieť vyrobiť aj zodpovedajúcu maticu. V prípade sústruhu je potrebná dvojitá matica, pretože jedna matica môže byť vážne ovplyvnená medzerou, ktorá sa objaví počas výrobného procesu alebo počas prevádzky.
Otvor pri inštalácii vodiacej skrutky na stroji musí byť vyrobený s toleranciou pre následné lisovanie. Hriadeľ sa dá nasunúť. Áno, v remeselných podmienkach je dosť ťažké dosiahnuť takú úroveň (napríklad h6 / L0), ale je to veľmi dôležité.


V opačnom prípade dôjde v dôsledku nesúladu kvality k neprimerane silnej vôli a nemožno sa spoľahnúť na presnosť činnosti stroja. Samotný postup zalisovania doma je celkom možný, ak použijete mierne upravený sťahovák ložísk.
Otvor by mal byť hladký. Parametre povrchu - nie horšie ako Ra 0,64. Preto je zaručené, že sa bez pomoci profesionálov nezaobídete. V niektorých prípadoch sa dodatočne používa závitový tmel, aby sa zabránilo uvoľneniu.
Ak sú odrezané konce príliš "úzke", budete musieť na každej strane buď nasadiť nezdvojené ložisko, alebo zväčšiť krk.

V ďalšom videu vás čaká vírové rezanie vodiacej skrutky sústruhu 16K20.













Komentár bol úspešne odoslaný.