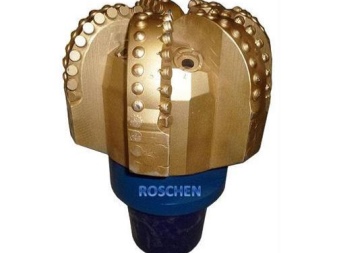
Vlastnosti bitov PDC
Vŕtací nástroj sa používa ako v každodennom živote, pri organizovaní studní, tak aj v priemyselnom meradle, keď je potrebné vyvŕtať kameň.

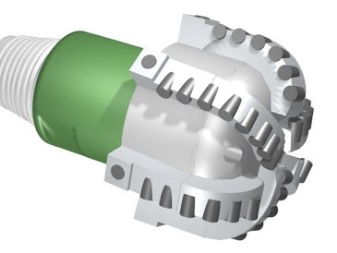
Dizajn a účel
V prvom rade sa diamantové PDC bity používajú na vŕtanie s kompaktnými súpravami, keď nie je možné zabezpečiť požadované zaťaženie pri vŕtaní s valčekovou kužeľovou jednotkou. Je dôležité použiť menší prívodný tlak pri porovnateľnej alebo vyššej rýchlosti otáčania.
Toto vŕtacie zariadenie má účinný mechanizmus rozbíjania skál. Samotné vŕtanie sa vykonáva po jadrovaní. Je možné ho použiť na usporiadanie studní.
Kvôli nedostupnosti pohyblivých komponentov v bitoch tohto typu v porovnaní s valčekovými kužeľovými bitmi neexistuje riziko straty časti nástroja, a to všetko vďaka najvyššej odolnosti proti opotrebovaniu. Zároveň je životnosť pri absolútnom zaťažení 3-5 krát dlhšia.
Vŕtanie s uvedeným zariadením je celkom možné v horninách od tvárnych až po tvrdé a dokonca abrazívne. Princíp činnosti je ľahko pochopiteľný, ak premýšľate o konštrukčných vlastnostiach inštalácií. Keďže deštrukcia horniny sa pozoruje rezno-abrazívnou metódou, ktorá je v skutočnosti oveľa účinnejšia ako iné metódy, miera penetrácie do poddajných pôd je vyššia. Tento ukazovateľ môže byť 3-krát vyšší ako u iných metód.


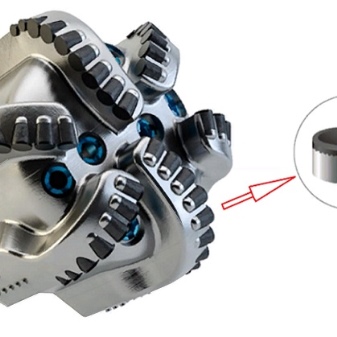
Podobný efekt sa dosahuje vďaka špeciálnemu krytu a použitým materiálom, z ktorých bol rezací mechanizmus vyrobený.
Frézy týchto bitov môžu byť samoostriace. Sú tiež na karbidovom základe pokrytom vrstvou polykryštalického diamantu. Jeho hrúbka je 0,5-5 mm. Tvrdokovová základňa sa opotrebováva rýchlejšie ako polykryštalické diamanty, vďaka čomu je diamantový kotúč dlho ostrý.
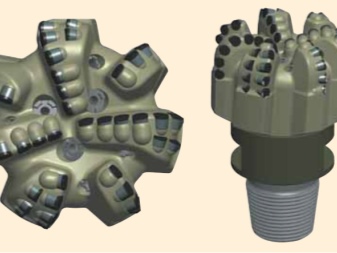
V závislosti od horniny, ktorá sa má vŕtať, bity tejto skupiny môžu byť:
- matrica;
- s oceľovým telom.
Kovové puzdro a matrica majú všetky šance na to, aby sa v niektorých bodoch navzájom prekonali. Od prvého závisí napríklad spôsob upevnenia rezných prvkov. V matricovom nástroji sú tiež prispájkované do systému pomocou jednoduchej spájky.
Na inštaláciu rezných prvkov do ocele sa nástroj zahrieva na teplotu 440 ° C. Po vychladnutí konštrukcie fréza pevne sedí na svojom mieste. Frézy sú vyrábané v súlade s GOST. Dekódovanie označenia sa vykonáva podľa kódu IADC.


Výhody a nevýhody
Za zmienku určite stoja klady a zápory daných produktov. Výhody:
- odolnosť proti opotrebovaniu;
- vysoká účinnosť v niektorých pôdach;
- v štruktúre nie sú žiadne pohyblivé prvky;
- prívodný tlak sa zníži.
Existujú však aj významné nevýhody, ktoré je potrebné spomenúť. Medzi nimi:
- cena;
- na otočenie vrtáka je potrebné použiť viac energie.

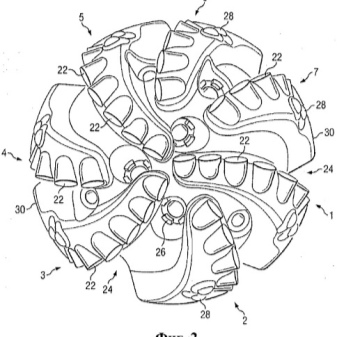
Klasifikácia a označovanie
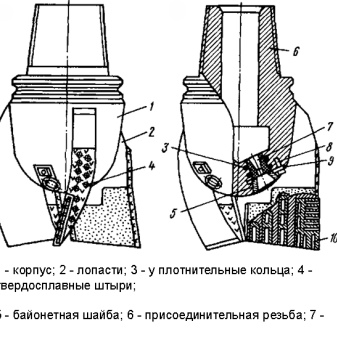
Označenie na opísanom nástroji je reprezentované štyrmi symbolmi, ktoré zase znamenajú:
- rám;
- aký druh horniny je možné vŕtať;
- štruktúra rezného prvku;
- profil čepele.
Typy tela:
- M - matrica;
- S - oceľ;
- D - impregnovaný diamant.

Plemená:
- veľmi jemný;
- mäkký;
- mäkký-stredný;
- stredné;
- stredne tvrdý;
- pevný;
- silný.

Štruktúra
Bez ohľadu na opracovávané plemeno môžu byť priemery fréz:
- 19 mm;
- 13 mm;
- 8 mm.
Veľkosti sú predpísané v GOST, existujú aj bicentrické modely.
Profil:
- rybí chvost;
- krátky;
- priemer;
- dlhý.

Výrobcovia
Výroba takýchto bitov je teraz vo veľkom meradle. Najpopulárnejšie sú Silver Bullet s plochým profilom.
Tento nástroj sa vyznačuje vysokým výkonom. Rozsah použitia - pilotné vŕtanie na horizontálnych smerových projektoch. Týmto typom bitov je pokrytá veľká plocha. Jednotka sa dokonale vyrovná s cementovou zátkou a je vhodná na inštaláciu geotermálnej sondy.
Moto-Bit je ďalšou rovnako populárnou značkou. Tieto bity odvádzajú vynikajúcu prácu pri práci s malým vrtným motorom. Sú široko používané pri organizácii studní.
Keď je potrebné pracovať s kompozitnými zátkami, odporúča sa použiť bity Plugbuster. Ich hlavným poznávacím znakom je špeciálny kužeľový profil, ktorý bol patentovaný. V porovnaní s inými podobnými nástrojmi tento zostáva v otvore dlhšie a môže byť použitý pri vyšších otáčkach. Kal je malý. Dláto je vyrobené z ocele legovanej niklom.


Pri vŕtaní geotermálnych vrtov sa často používajú bity Mudbug, ktoré sa považujú za všestranný nástroj s vysokou produktivitou. Boli navrhnuté tak, aby zvládli veľké množstvo malty.
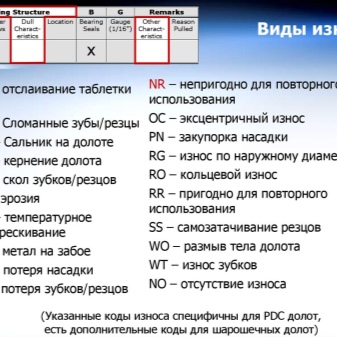
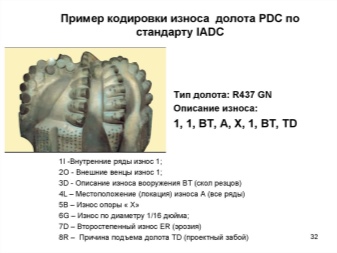
Nosiť kódy
Kód opotrebovania IADC obsahuje 8 pozícií. Založená vzorová karta vyzerá takto:
|
ja |
O |
D |
L |
B |
G |
D |
R |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
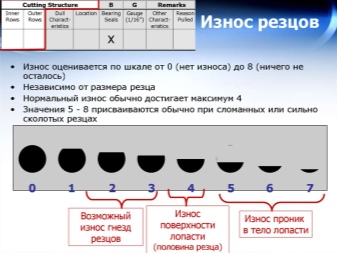
V tomto prípade I - opisuje vnútorné prvky zbrane na stupnici:
0 - bez opotrebovania;
8 - úplné opotrebovanie;
O - vonkajšie prvky, nula a osem znamenajú to isté;
D - podrobnejší popis stupňa opotrebovania.

|
BC |
rezačka šrotu |
|
Bf |
škrabanie diamantovej platne pozdĺž švu |
|
BT |
zlomené zuby alebo frézy |
|
BU |
sekáčové tesnenie |
|
CC |
prasklina v fréze |
|
CD |
strata rotácie |
|
CI |
kužele sa prekrývajú |
|
CR |
dierovanie trochu |
|
CT |
vylomené zuby |
|
ER |
erózia |
|
FC |
brúsenie vrcholov zubov |
|
HC |
tepelné krakovanie |
|
JD |
opotrebovanie cudzími predmetmi na dne |
|
LC |
strata frézy |
|
LN |
strata trysky |
|
LT |
strata zubov alebo rezákov |
|
OC |
excentrické opotrebovanie |
|
PB |
poškodenie na výlete |
|
PN |
zablokovanie trysky |
|
RG |
opotrebovanie vonkajšieho priemeru |
|
RO |
opotrebenie prsteňa |
|
SD |
bit poškodenie nohy |
|
SS |
opotrebovanie samoostriacich zubov |
|
TR |
hrebeňovanie dna |
|
WO |
opláchnutie nástroja |
|
WT |
opotrebovanie zubov alebo fréz |
|
NIE |
žiadne opotrebovanie |

L - umiestnenie.
Pre rezačky:
"N" - nosový rad;
"M" - stredný riadok;
"G" - vonkajší rad;
"A" - všetky riadky.
Pre sekáč:
"C" - rezačka;
"N" - horná časť;
"T" - kužeľ;
"S" - rameno;
"G" - šablóna;
"A" - všetky zóny.
B - tesnenie ložiska.
S otvorenou podporou
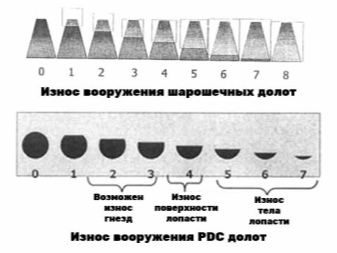
Na opis zdroja sa používa lineárna stupnica od 0 do 8:
0 - zdroj sa nepoužíva;
8 - zdroj je plne využitý.
S utesnenou podporou:
"E" - tesnenia sú účinné;
"F" - tesnenia sú mimo prevádzky;
"N" - nemožno určiť;
"X" - bez tesnenia.
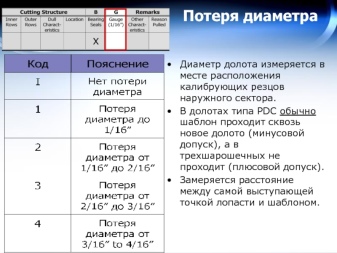
G je vonkajší priemer.
1 - nedochádza k opotrebovaniu priemeru.
1/16 — Opotrebenie je 1/16 palca v priemere.
1/8 – opotrebenie 1/8 ”v priemere.
1/4 - Opotrebenie je v priemere 1/4 palca.
D - menšie opotrebovanie.


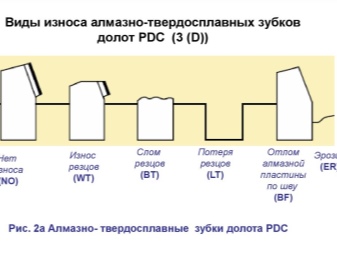
"BC" - rezačka šrotu.
"BF" - úlomok diamantovej platne pozdĺž švu.
"BT" - zlomené zuby alebo frézy.
„BU“ je žľaza na korunke.
"CC" - prasklina v fréze.
"CD" - obrusovanie frézy, strata rotácie.
"CI" - kužele sa prekrývajú.
"CR" - dierovanie bitu.
"CT" - štiepané zuby.
ER znamená eróziu.
"FC" - brúsenie vrcholov zubov.
"HC" - tepelné krakovanie.
"JD" - opotrebovanie od cudzích predmetov na dne.
„LC“ - strata frézy.
"LN" - strata trysky.

"LT" - Strata zubov alebo fréz.
"OC" znamená excentrické opotrebovanie.
"PB" - poškodenie počas výletov.
"PN" - zablokovanie trysky.
"RG" - Vonkajší priemer opotrebovania.
"RO" - prstencové opotrebenie.
"SD" - poškodenie nohy bitu.
"SS" - opotrebovanie samoostriacich zubov.
"TR" - tvorba hrebeňov na spodnom otvore.
"WO" - oplachovanie nástroja.
"WT" - opotrebovanie zubov alebo fréz.
"NIE" - bez opotrebovania.

R je dôvod na zdvíhanie alebo zastavenie vŕtania.
"BHA" - zmena BHA.
"CM" - úprava vrtného bahna.
"CP" - jadrové jadro.
"DMF" - Porucha motora v otvore.
"DP" - cementové vŕtanie.
"DSF" - nehoda vŕtacej struny.
"DST" - formačné skúšky.
"DTF" - Porucha vŕtacieho nástroja.
"FM" - zmena geologického prostredia.
"HP" - nehoda.


"HR" - vzostup v čase.
"LIH" - strata nástroja pri spodnom otvore.
"LOG" - geofyzikálny výskum.
"PP" je nárast alebo pokles tlaku v stúpačke.
"PR" je pokles rýchlosti vŕtania.
"RIG" - oprava zariadenia.
„TD“ je tvárou dizajnu.
"TQ" - nárast krútiaceho momentu.
"TW" - klopa na náradie.
WC - poveternostné podmienky.

Vlastnosti bitov PDC vo videu nižšie.
































































Komentár bol úspešne odoslaný.